















10
4.00
1.40
.643
.643
2.714
.888
HDLM4AL-2
4.00
4.00
1.90
.643
.643
2.714
.888
HDLM4AL-2.19
4.00
NON-CUTTABLE
AREA
NON-CUTTABLE
AREA
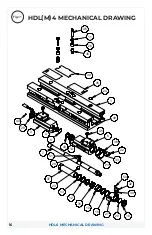
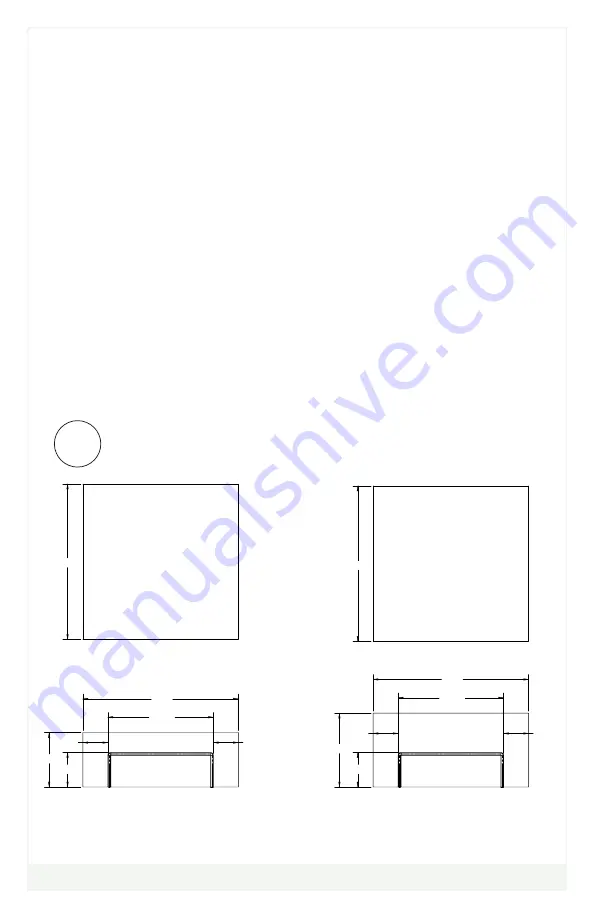
OPERATING INSTRUCTIONS
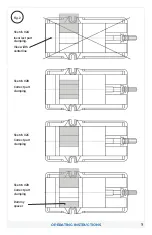
STANDARD JAW OPTIONS
Standard J-Style Hard Jaws:
The standard J-style hard jaws are made of ductile iron and are paired with
Kurt standard jaw plates. For dimensional information and jaw positioning,
see Fig. 7 and Fig. 8 on pages 11-12.
Aluminum Carvable/Machinable Jaws:
The Aluminum Carvable jaws come in two different jaw heights - 1.40” and
1.90”. These jaws can be can be machined in the carvable regions of the
jaw (See carvable region in Fig. 6) to hold curved and contoured shaped
parts. DO NOT cut into the non-carvable region.
Cast Carvable/Machinable Jaws:
The cast ductile iron carvable jaws have a jaw height of1.40”.
Fig.6







































































