
























OM-947 Page 32
SECTION 9
−
WIRE WELDING GUIDELINES
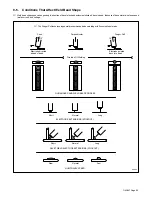
9-1. Typical FCAW Process Connections
!
Weld current can damage
electronic parts in vehicles.
Disconnect both battery
cables before welding on a
vehicle. Place work clamp as
close to the weld as possible.
Wire Feeder/
Power Source
fcaw 1/2003 / Ref. 803 444-A
Self-Shielding Flux
Core Wire
Workpiece
Gun
Work Clamp
9-2. Typical MIG Process Connections
!
Weld current can damage
electronic parts in vehicles.
Disconnect both battery
cables before welding on a
vehicle. Place work clamp as
close to the weld as possible.
Wire Feeder/
Power Source
Regulator/
Flowmeter
Gas Hose
Shielding
Gas
light mig 5/967 / Ref. 803 444-A
Solid Wire
Workpiece
Gun
Work Clamp
Содержание H-9B Gun
Страница 14: ...OM 947 Page 10 ...
Страница 25: ...OM 947 Page 21 Notes ...
Страница 26: ...OM 947 Page 22 6 3 Weld Parameter Chart ...
Страница 27: ...OM 947 Page 23 210 428 ...
Страница 35: ...OM 947 Page 31 SECTION 8 ELECTRICAL DIAGRAM 230 950 A Figure 7 1 Circuit Diagram ...
Страница 48: ...Notes Work like a Pro Pros weld and cut safely Read the safety rules at the beginning of this manual ...
Страница 49: ...Notes ...
Страница 50: ...Notes ...







































































