





























Programming Q parameters
9.12 Programming examples
9
378
HEIDENHAIN | TNC 620 | ISO Programming User's Manual | 9/2016
9.12
Programming examples
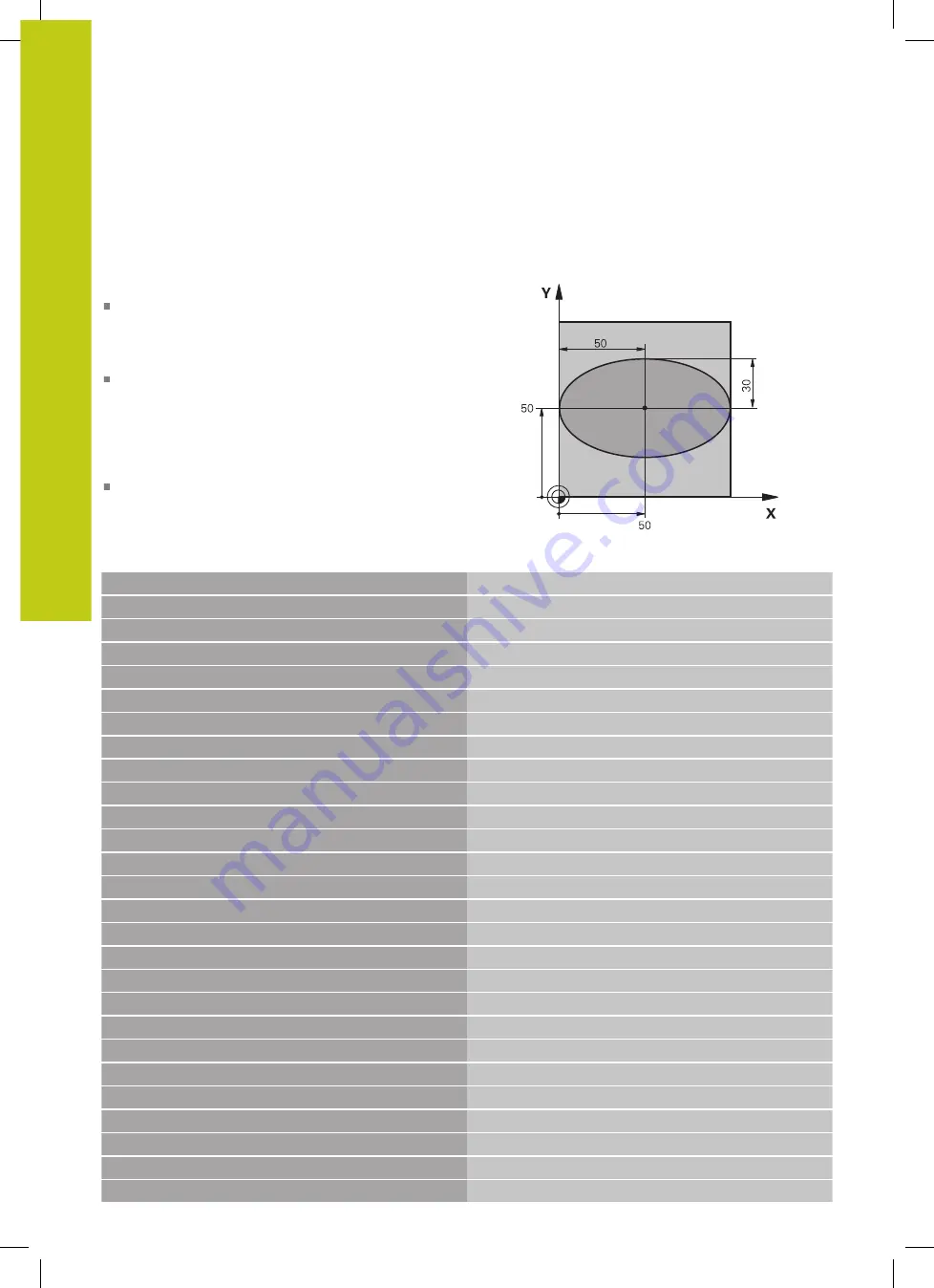
Example: Ellipse
Program run
The contour of the ellipse is approximated by many
short lines (defined in Q7). The more calculation
steps you define for the lines, the smoother the curve
becomes.
The milling direction is determined with the starting
angle and end angle in the plane:
Machining direction is clockwise:
Starting angle > end angle
Machining direction is counterclockwise:
Starting angle < end angle
The tool radius is not taken into account
%ELLIPSE G71 *
N10 D00 Q1 P01 +50*
Center in X axis
N20 D00 Q2 P01 +50*
Center in Y axis
N30 D00 Q3 P01 +50*
Semiaxis in X
N40 D00 Q4 P01 +30*
Semiaxis in Y
N50 D00 Q5 P01 +0*
Starting angle in the plane
N60 D00 Q6 P01 +360*
End angle in the plane
N70 D00 Q7 P01 +40*
Number of calculation steps
N80 D00 Q8 P01 +30*
Rotational position of the ellipse
N90 D00 Q9 P01 +5*
Milling depth
N100 D00 Q10 P01 +100*
Feed rate for plunging
N110 D00 Q11 P01 +350*
Feed rate for milling
N120 D00 Q12 P01 +2*
Set-up clearance for pre-positioning
N130 G30 G17 X+0 Y+0 Z-20*
Workpiece blank definition
N140 G31 G90 X+100 Y+100 Z+0*
N150 T1 G17 S4000*
Tool call
N160 G00 G40 G90 Z+250*
Retract the tool
N170 L10.0*
Call machining operation
N180 G00 Z+250 M2*
Retract the tool, end program
N190 G98 L10*
Subprogram 10: Machining operation
N200 G54 X+Q1 Y+Q2*
Shift datum to center of ellipse
N210 G73 G90 H+Q8*
Account for rotational position in the plane
N220 Q35 = ( Q6 - Q5 ) / Q7
Calculate angle increment
N230 D00 Q36 P01 +Q5*
Copy starting angle
N240 D00 Q37 P01 +0*
Set counter
N250 Q21 = Q3 * COS Q36
Calculate X coordinate for starting point
N260 Q22 = Q4 * SIN Q36
Calculate Y coordinate for starting point
Содержание TNC 620 Programming Station
Страница 1: ...TNC 620 User s Manual ISO programming NC Software 817600 04 817601 04 817605 04 English en 9 2016 ...
Страница 4: ......
Страница 5: ...Fundamentals ...
Страница 28: ...Contents 28 HEIDENHAIN TNC 620 ISO Programming User s Manual 9 2016 ...
Страница 57: ...1 First Steps with the TNC 620 ...
Страница 77: ...2 Introduction ...
Страница 110: ......
Страница 111: ...3 Fundamentals file management ...
Страница 166: ......
Страница 167: ...4 Programming aids ...
Страница 194: ......
Страница 195: ...5 Tools ...
Страница 234: ......
Страница 235: ...6 Programming contours ...
Страница 284: ......
Страница 285: ...7 Data transfer from CAD files ...
Страница 304: ......
Страница 305: ...8 Subprograms and program section repeats ...
Страница 323: ...9 Programming Q parameters ...
Страница 384: ......
Страница 385: ...10 Miscellaneous functions ...
Страница 407: ...11 Special functions ...
Страница 433: ...12 Multiple axis machining ...
Страница 475: ...13 Pallet management ...
Страница 480: ......
Страница 481: ...14 Manual Operation and Setup ...
Страница 549: ...15 Positioning with Manual Data Input ...
Страница 554: ......
Страница 555: ...16 Test Run and Program Run ...
Страница 590: ......
Страница 591: ...17 MOD Functions ...
Страница 622: ......
Страница 623: ...18 Tables and Overviews ...







































































