


G0509G Precision Lathe Inspection Record
-2-
No.
Diagram of Measuring
Method
Allowed Tolerances
Typical
Measured
Value (mm)
Typical
Measured
Value (inch)
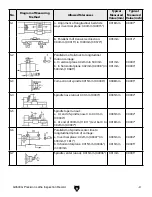
G1
a. Alignment of longitudinal bed slide
ways in vertical plane: 0.04mm (0.0015")
0.018mm
0.0007"
b. Parallelism of transverse direction:
0.04mm (0.0015") in 1000mm (39.370")
0.03mm
0.0012"
G2
Parallelism of tailstock to longitudinal
motion carriage:
a. In vertical plane 0.02mm in 500 mm
b. In horizontal plane 0.02mm (0.0008") in
500mm (19.685")
0.01mm
0.01mm
0.0004"
0.0004"
G3
Cam action of spindle 0.015mm (0.0006")
0.008mm
0.0003"
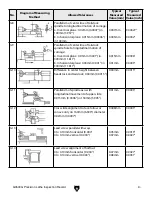
G4
Spindle nose runout 0.01mm (.0004")
0.005mm
0.0002"
G5
Spindle taper runout:
a. At end of spindle nose 0 to 0.01mm
(0.0004")
b. At end of 300mm (11.811") test bar 0 to
0.02mm (0.0007")
0.005mm
0.018mm
0.0002"
0.0007"
G6
Parallelism of spindle center line to
longitudinal motion of carriage:
a. In vertical plane: 0.02mm (0.0007") in
300mm (11.811")
b. In horizontal plane: 0.015mm (0.0006")
in 300mm
0.005mm
0.013mm
0.0002"
0.0005"
G7
Spindle center runout: 0.015mm (0.0006") 0.01mm
0.0003"































































