




























Edition 080529
-- 28 --
1sC1425
T 1
0
0
0
0
1
1
1
1
Gas valve
Welding gun
trigger switch
Wire feed
Contactor
T1 = Burn--back time
T 1
Start-- stop sequence.
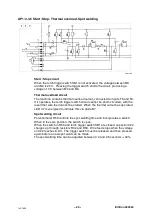
AP1:3 Spot welding
clkb0e08
Spot welding is active when the switch in potentiometer RP2 is closed. Spot
welding time is adjustable between 0.2 and 2.5 seconds.
If the welding torch trigger switch is released while a spot weld is being made,
the welding sequence will be interrupted.. If the switch is held closed for
longer than the spot weld time, welding stops when the spot weld time is up.
To restart, the switch must be released and then operated again.
AP1:4 Wire feed speed
The wire feed speed adjustment range is 1.9 to 19 metre/minute.
clkb0e06
The +5.1 V reference voltage (
±
1 %) is derived from the PWM circuit, which
generates gate pulses for the motor drive transistor.
Содержание Origo Mag C171
Страница 8: ...Edition 080529 8 1sC1425 Mig C141 ...
Страница 9: ...Edition 080529 9 1sC1425 Mig C151 ...
Страница 10: ...Edition 080529 10 1sC1425 DESCRIPTION OF OPERATION AP1 Control board clka0e02 ...
Страница 12: ...Edition 080529 12 1sC1425 AP1 Mig C141 C151 component positions clka0e03 ...
Страница 15: ...Edition 080529 15 1sC1425 Mag C171 ...
Страница 16: ...Edition 080529 16 1sC1425 Mag C201 ...
Страница 17: ...Edition 080529 17 1sC1425 DESCRIPTION OF OPERATION AP1 Control board clka1e03 ...
Страница 18: ...Edition 080529 18 1sC1425 clka1e04 ...
Страница 23: ...Edition 080529 23 1sC1425 AP1 Mag C171 C201 component positions clka1e05 ...
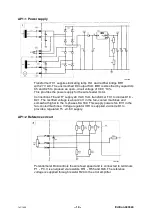
Страница 25: ...Edition 080529 25 1sC1425 XTP Main welding current contact single pole XT1 XT4 Terminal block YV1 Gas valve ...
Страница 26: ...Edition 080529 26 1sC1425 Mag C251 ...
Страница 31: ...Edition 080529 clkb0e13 31 1sC1425 AP1 Mag C251 component positions ...
Страница 36: ...Edition 080529 36 2sC1425 OrigoTM Mig C151 1 3 2 ...
Страница 37: ...Edition 080529 37 2sC1425 OrigoTM Mag C171 C201 C251 1 3 2 Electrical installation ...
Страница 43: ... 43 notes NOTES ...
Страница 44: ... 44 notes ...







































































