




















65
3. Mueva el bloque calibrador (A) Fig. 52, sin el calibrador
de bujías, bajo uno de los extremos del rodillo de
avance de entrada (C). La parte inferior del rodillo de
avance de entrada (C) debe tocar la parte superior del
bloque calibrador (A).
4. Para ajustar, afloje la tuerca (D) Fig. 52 y gire el tornillo
de ajuste (E) hasta que el extremo del rodillo de
avance de entrada toque la parte superior del bloque
calibrador. Ajuste la tuerca (D).
5. Repita este ajuste con el bloque calibrador en el
extremo opuesto del rodillo de avance de entrada.
1. Verifique que las cuchillas estén bien ajustadas, según lo explicado en
Cómo Controlar, Ajustar Y Reemplazar
Cuchillas.
2. Coloque el bloque calibrador (A) Fig. 53 en la mesa, justo debajo del cabezal de corte. Coloque un calibrador de bujías
de 1 mm (0,04") (B) Fig. 37 sobre el bloque calibrador. Eleve o baje el conjunto del cabezal hasta que una de las cuchillas
toque el calibrador de bujías. Ajuste las perillas de bloqueo del cabezal.
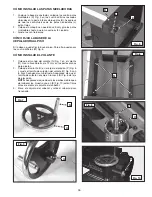
3. Mueva el bloque calibrador (A) Fig. 54 sin el calibrador de bujías debajo del extremo del rodillo de avance de salida (C).
La parte inferior del rodillo de avance de salida (C) debe tocar la parte superior del bloque calibrador (A).
4. Para ajustar, afloje la tuerca (D), Fig. 54 y gire el tornillo (E) hasta que el rodillo de avance de salida quede bien
ajustado.
5. Repita este procedimiento de ajuste en el extremo opuesto del rodillo de avance de salida.
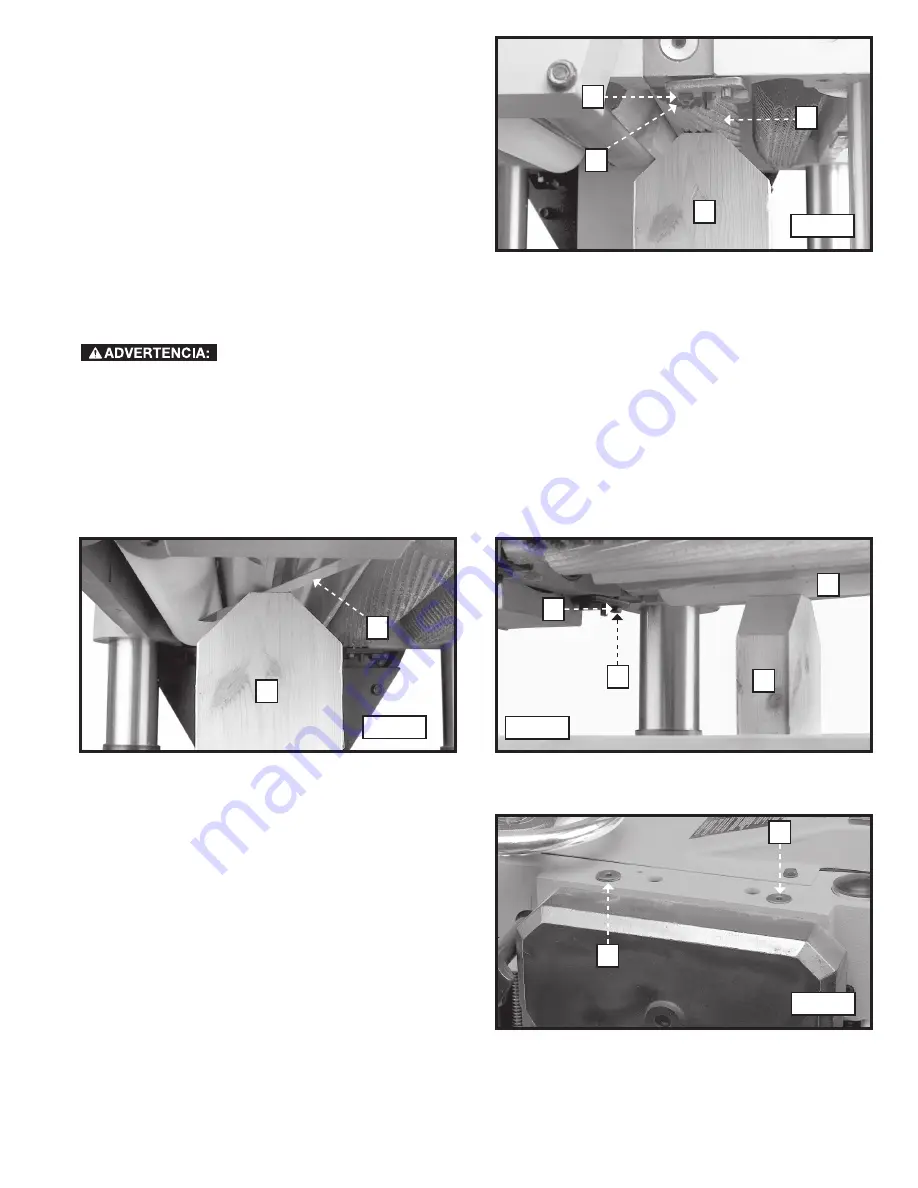
CÓMO AJUSTAR LA TENSIÓN DE LOS RODILLOS DE AVANCE DE ENTRADA Y SALIDA
los rodillos de entrada y salida están tensionados por
resortes. la presión debe bastar para que el material
avance uniformemente sin deslizarse, pero no debe llegar
al extremo de dañar la tabla. la tensión debe ser igual en
ambos extremos de cada rodillo.
Para ajustar la tensión por resorte del rodillo de avance de
entrada, gire dos tornillos; uno de ellos se muestra en (A)
Fig. 55. El otro tornillo se encuentra en el lado opuesto de
la máquina. Ajuste los dos tornillos (A) hasta que
CUATRO
roscas pasen por sobre la pieza fundida de la mesa. Puede
que se necesite mayor ajuste de la tensión.
Para ajustar la tensión por resorte del rodillo de avance de
salida, gire dos tornillos; uno de ellos se muestra en (B) Fig.
55. El otro tornillo se encuentra en el lado opuesto de la
máquina. Ajuste los dos tornillos (B) hasta que
UNA
rosca
pase por sobre la pieza fundida de la mesa. Puede que se
necesite mayor ajuste de la tensión.
A
E
D
C
CÓMO AJUSTAR LA ALTURA DEL RODILLO DE AVANCE DE SALIDA
A
B
Fig. 52
El rodillo de avance de salida tiene un ajuste de fábrica de
1 mm (0,04") por debajo del círculo de corte
. Para
controlar y ajustar la altura del rodillo de avance de salida:
A
C
E
D
Fig. 53
Fig. 54
A
B
Fig. 55
Desconecte la máquina de la fuente de energía.







































































