





























User Manual
–
CybTouch series
CybTouch Series
–
User Manual
J
AN
.
2020
V5.0
15/63
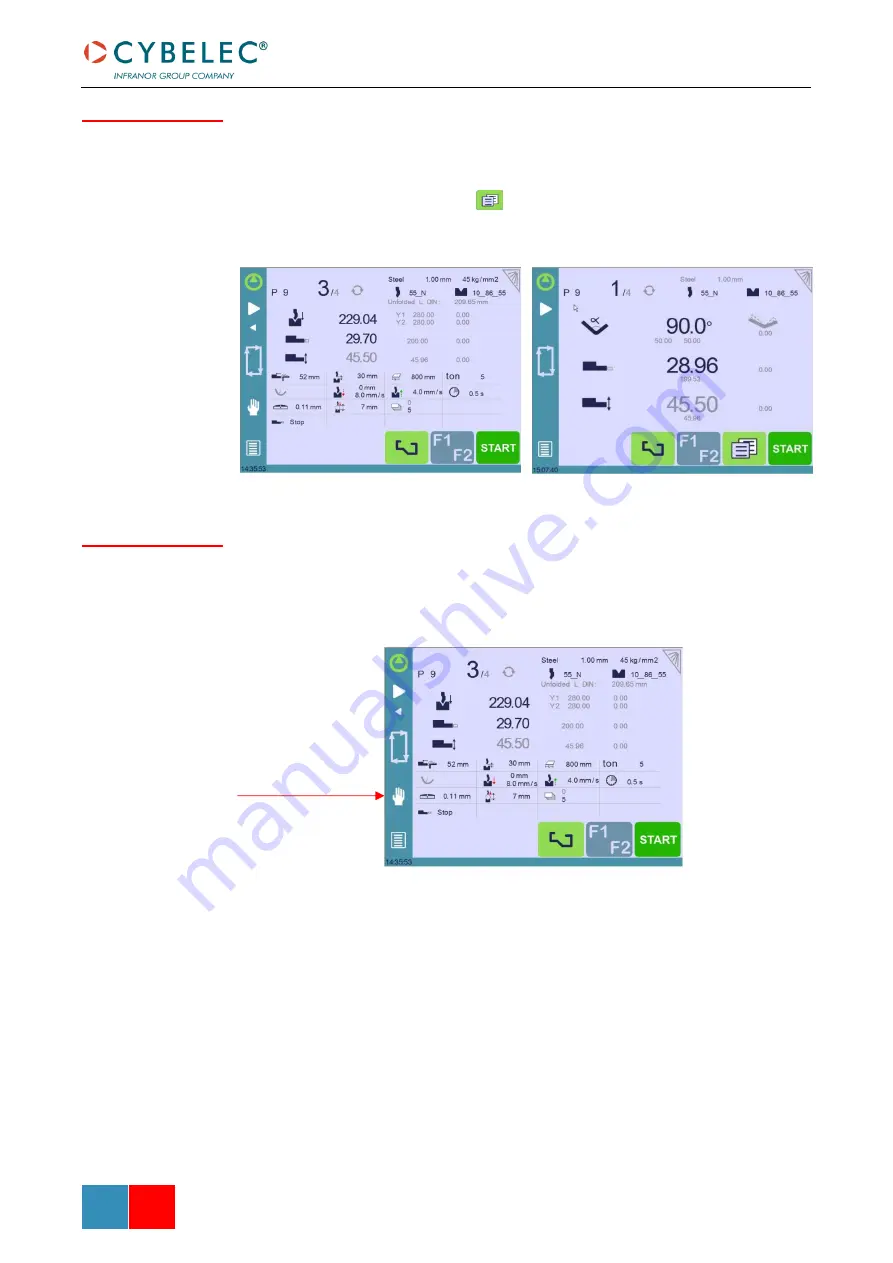
This parameter allows choosing the display on the
When set to
all in one
, all the parameters related to the part or the current bend (see
Available functions on the Bend Num page)
are displayed on the Bend Numerical Page.
When set to
“More page”
, this button
, and gives
access to the special page shown below.
When set to yes, this parameter displays a manual button on the left side of the screen,
giving direct access to the
Bend numerical
page
Show manual
button
Manual movement button
Содержание CybTouch 12PS
Страница 1: ...CybTouch Series User Manual JANUARY 2020 V5 0 for Synchronized Press Brakes ...
Страница 6: ...User Manual CybTouch series CybTouch Series User Manual JAN 2020 V5 0 5 63 ...
Страница 10: ...User Manual CybTouch series CybTouch Series User Manual JAN 2020 V5 0 9 63 SCREEN MAP ...
Страница 11: ...User Manual CybTouch series CybTouch series User Manual JAN 2020 V5 0 10 98 SCREEN MAP CONTINUED ...





















































