

















35/38
S
ept
.
2014
V3.1
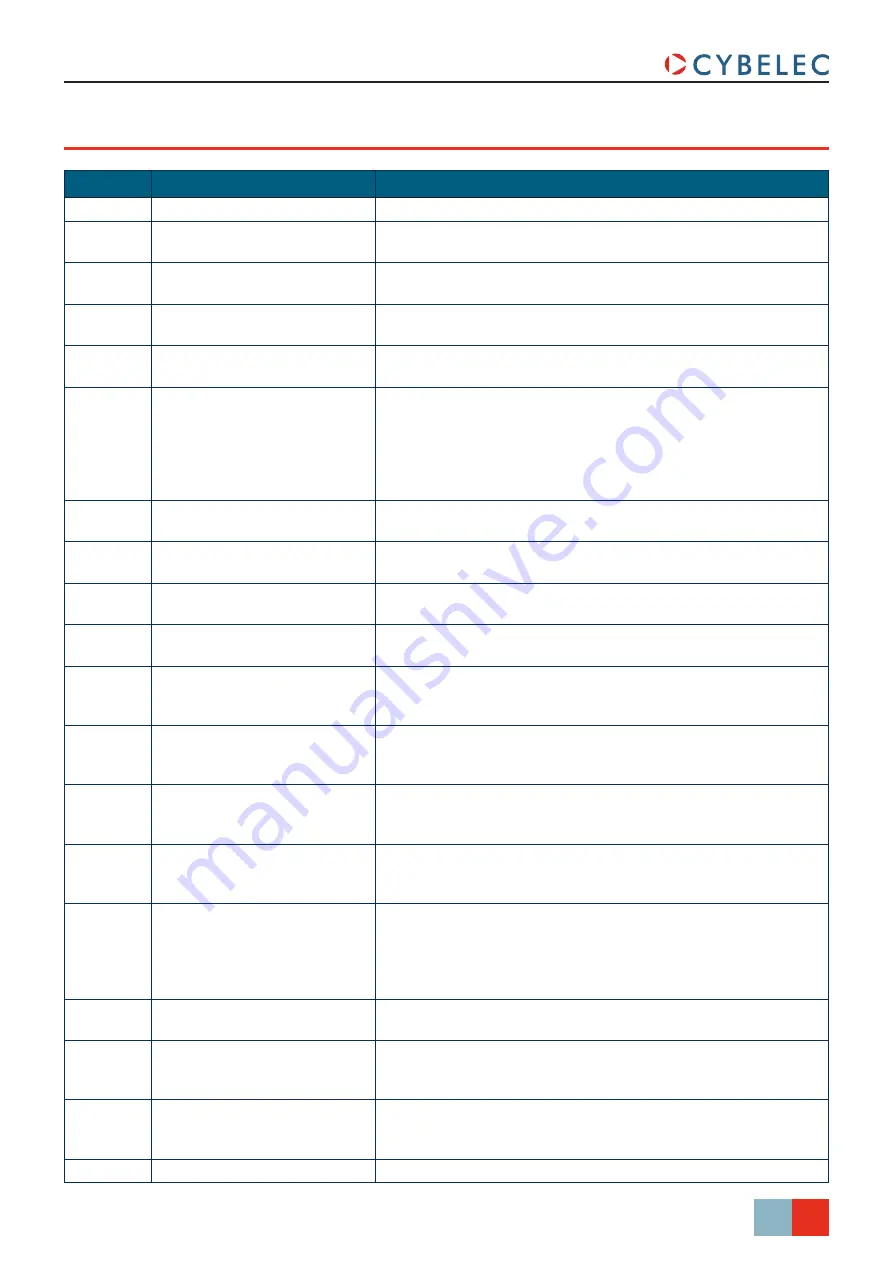
CybTouch 12 PS User Manual
e
rror
M
eSSaGeS
M
SG
n
r
.
M
eSSaGe
d
eScripTion
E02
Pump motor off
The pump motor needs to be on for the sequence to start.
E03
Buffer Full
The part-program memory is full, you cannot add another
sequence.
E04
Code refused
The level code to access the selected page is not correct. Try
again or ask for it if you do not have it.
E05
File not compatible
The loaded part-program is incompatible with the NC. This part
should be deleted.
E06
Machine parameter file
problem
This file is corrupt and cannot be saved. Try to restart the NC. If
the problem persists, format the memory.
E07
Machine parameters not
compatible, please format data
This message appears when a software update has been made
over a much older version and the parameters are no longer
compatible. It can also appear if the uploaded parameters (with
RFlink) are much older or newer than the current software
version and they are not be compatible. A new start up of the
machine must be made. Contact your dealer.
E08
Lismisc File not compatible
Information message, which will disappear when restarting the
NC.
E09
Save program problem
This file is corrupt and cannot be saved. Try to restart the NC. If
the problem persists, format the memory.
E10
File not found [ ]
A file is missing and the code indicates which one. Call Cybelec
with this code to know which file is missing.
E11
Write to file problem
This file is corrupt and cannot be saved. Try to restart the NC. If
the problem persists, format the memory.
E12
X under minimum limit
Operator entered a value under the limit, or a memorized value in
the program is under the limit. The wrong value flashes and must
be corrected.
E13
X over maximum limit
Operator entered a value over the limit, or a memorized value in
the program is over the limit. The wrong value flashes and must
be corrected.
E14
Fw SetVar Error [ ]
May occur when a feature is configured, but the dedicated input/
output is not configured. Usually this is solved by loading the
default input/output configuration (see the machine parameters).
E15
Bottoming not allowed
This message is displayed when a bottoming sequence is
programmed and bottoming is not allowed with either one of the
tools.
E16
Fw Axes Error [ ] ...
Axis manager error. The number gives more information. Most
common errors are described in messages
If other error numbers are listed, please send conditions of
problem, traces and parameters to the Cybelec Technical support
for assistance.
E17
Programming error
Machine parameters incorrectly configured, the error page is
displayed.
E18
No Backgauge defined
All the back gauges programmed in Machine Parameters have
none
selected for mode. Select at least one mode other than
none.
E19
Quantity = 0
When pressing start, the programmed amount of parts to
be made is ‘0’. See
information.
E20
Cycle repeat = 0
Cannot start cycle because repeat cycle function is set to “0”.







































































