



















www.cs-lab.eu
CS-Lab s.c. | CSMIO/IP-A 6-axis CNC controller. Manual tunning
7
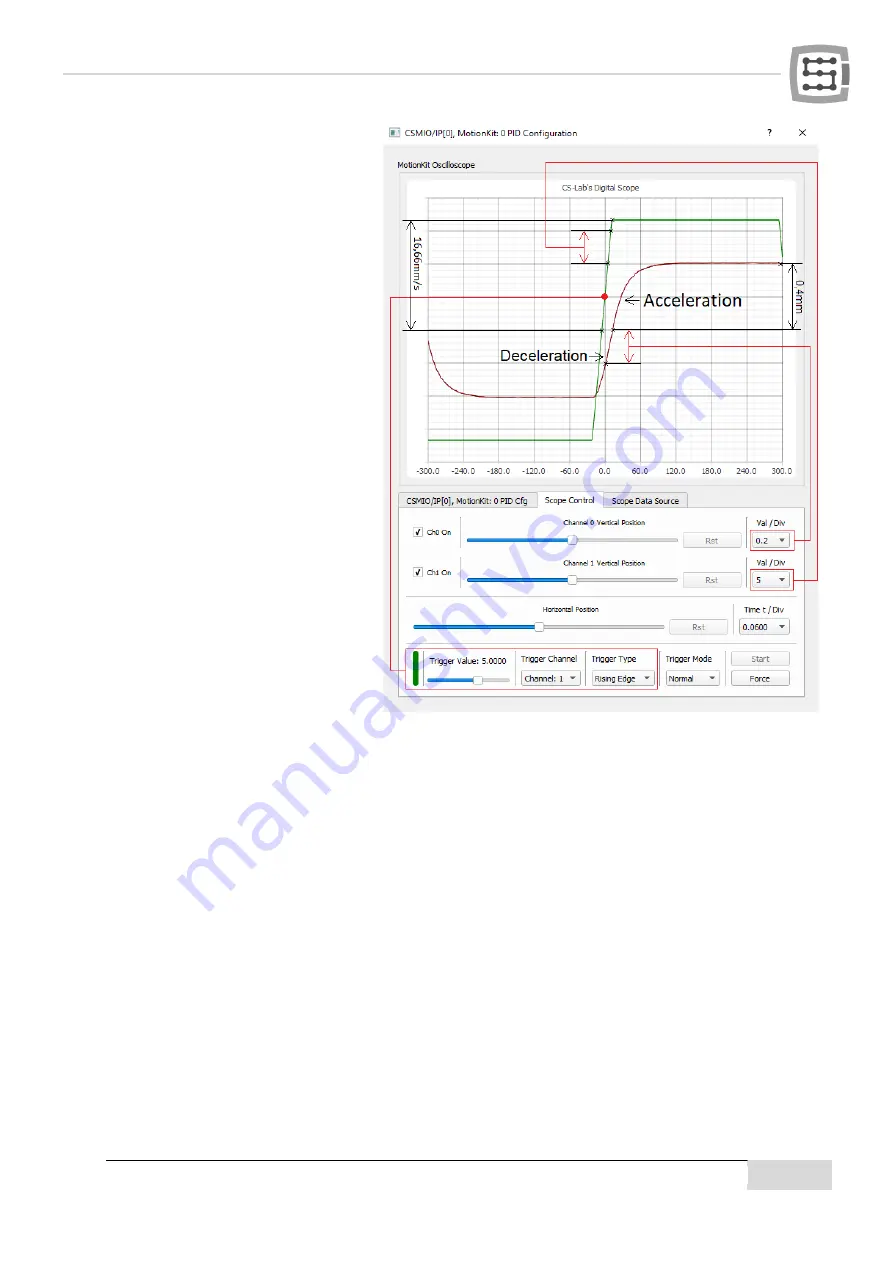
The process we are the most interested
in is the red waveform, which shows
"Mkit Following Error" value (following
axis position error) expressed in mm (or
inches). In this case, after the men-
tioned gcode running, the value is about
0,4mm. The "Mkit Following Error"
value is estimated with the "Val/Div" pa-
rameter value and a number of oscillo-
scope grids covered by the top or bot-
tom part of the waveform. In this situa-
tion, the upper part took up a bit over
two grids, and the "Val/Div" value is
0.2mm. It’s is easy to calculate 2 x
0.2mm = 0.4mm.
On the oscilloscope screen, there is also
the green waveform presenting "Mkit
Ref Velocity" value (set velocity that an
axis should get when making a set
move) and is expressed in mm/s (or
inch/s). In this case, the velocity given by
the gcode is 1000mm/min, which is ap-
proximately 16,66mm/s. You can read
this value from the chart the same way
we did above.







































































