







3
Incorrect choice of die profile will result in tool damage and/or affect the quality of the
crimped joint, leading to potential failure
2.4) Cable preparation:
- Cut the cable perpendicular to the central axis.
- Neatly strip the insulation over a distance equal to the barrel length allowing an additional
10%. Ensure all traces of the insulation are removed. Avoid damage to the outer layer of con
ductor strands.
- Clean the conductor carefully.
- Sector-shaped conductors must be pre-rounded
before crimping.
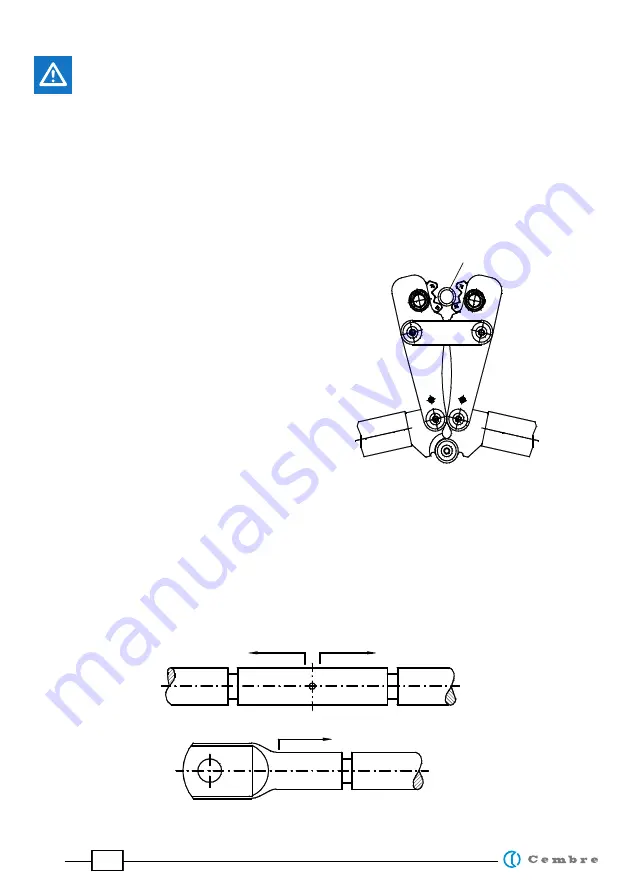
2.5) Crimping procedure:
Open the crimping tool handles and position the
connector at the lower part of the die profile (see
image). The terminal lug/splice axis should be per-
pendicular to the plane of the die profile
- Apply a small pressure to the handles to close the dies sufficient to trap the connector
- Fully insert the conductor into the connector barrel.
- Apply sufficient force to close the handles and cause the dies to compress the connector and
conductor until the die profiles become in contact.
- Apply the correct number of compressions as defined on page 4, in the direction defined in
the figure below.
- The crimping bite width is 5mm for these tools.
Arbeitsrichtung beim Verpressen
DIRECTION OF THE COMPRESSIONS
Connector







































































