




























For Service Engineers
Service Information
SI1906002E-001=YSP10 installation and adjustment procedures
14/120
4. Remove shipping brackets
Remove the shipping brackets from the machine referring to the shipping brackets removal checklist
separately provided.
As to the normal YSP10, shipping brackets can be accessed and removed from front side of machine.
Caution
If you execute the return-to-origin operation with some shipping brackets remaining, costly
machine damage can result. Be sure to remove all shipping brackets beforehand.
Note
Upon removing the shipping bracket, it is recommended to place the square cloth or so under the
subjected shipping bracket to prepare for a possible falling of the bolts or brackets.
The removing order of shipping brackets is described as the reversed order of the
mounting order of shipping brackets.
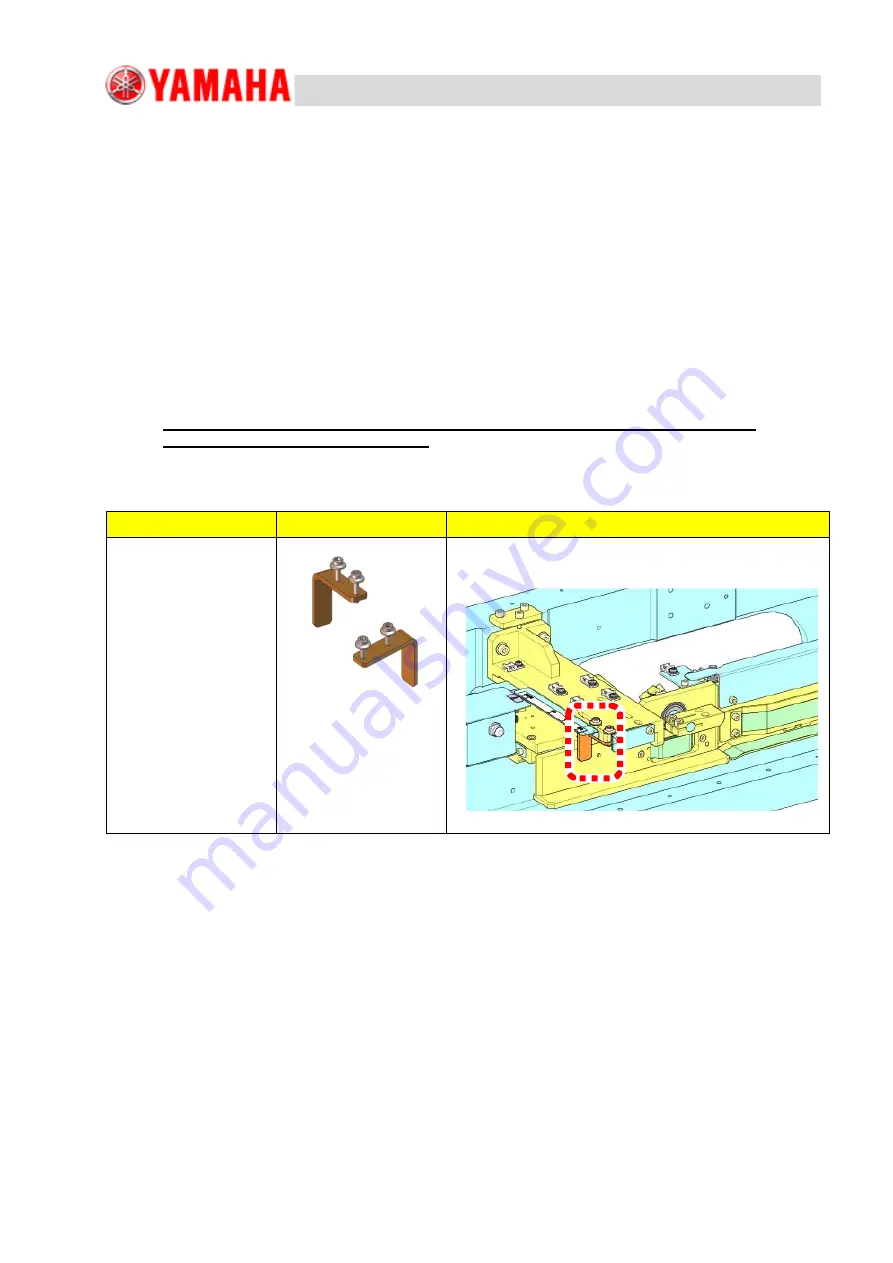
4.1. Remove the shipping brackets for the universal mask holder (optional)
Part number and quantity
Shipping brackets
Removing procedure
Bracket
KMJ-M27A5-00 / Qty:2
M5 x16 Flange Bolt
90990-32J003/ Qty:4
Yellow ribbons are tied to
the shipping brackets.
Remove the shipping brackets placed on left and right side of
the universal mask holder using a hexagon wrench.







































































