


























Maintenance
4103
−
1/A1
RT-flex58T-D
Winterthur Gas & Diesel Ltd.
3.3
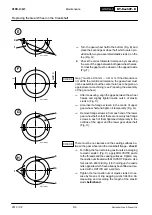
Measuring tooth backlash with lead wire
D
Use a fresh piece of lead wire Pb 99.9 fine of
1.5 mm diameter
for each measurement.
D
Always use lead wires of the same diameter
and quality.
⇒
Place lead wire pieces a, b, c of about 200 mm
length around the tooth profile and attach
them with scotch tape (see Fig. ’A’ and ’B’).
⇒
Number the tooth profiles in accordance with
Fig. ’B’.
⇒
Turn the lead wires only
once
through the
teeth meshing.
D
Lead wire ’c’ (Fig. ’A’) serves to verify total
tooth backlash ’f’ (Fig. ’C’).
With lead wires ’a’ and ’b’ (Fig. ’A’) the tooth
profile parallelity is checked.
D
Total tooth backlash ’f’ (Fig. ’C’) composes of
f
1
and f
2
(thickness of lead wire):
f = f
1
+ f
2
.
D
Obliquity ’
D
f’ is calculated from the difference
in thickness of the squashed lead wires along
driving flanks TF
(Fig. ’A’):
D
f = a
1
−
b
1
or a
3
−
b
3
etc.
D
The admissible deviation of tooth profile pa-
rallelity amounts to max. 0.2
o
/
oo
across the
width of the tooth.
4.
Checking the running performance
To enable judging the running performance of
the gear train after re-commissioning, three
teeth each of the gear wheels are smeared
with a thin coat of oil resisting marking blue
(ink) equally spread. This check is necessary
in order to verify the mating appearance of the
teeth.
One brand of oil resisting marking blue is, for
example, Dykem Layout Red Dx-296.
LEAD WIRE Ø 1.5 mm
a
1
a
3
7
a
c
b
0
1
2
3
4
5
6
...
...
...
TF
c
A
B
C
15 mm
15 mm
=
=
b
1
b
3
f
1
f
2
000.653/93
000.653/93
000.653/93
2013
Checking the Running and Backlash Clearances and Condition of Teeth
Summary of Contents for WARTSILA RT-flex58T-D
Page 8: ...Intentionally blank ...
Page 10: ...Intentionally blank ...
Page 12: ...Intentionally blank ...
Page 14: ...Intentionally blank ...
Page 20: ...Intentionally blank ...
Page 32: ...Intentionally blank ...
Page 58: ...Intentionally blank ...
Page 66: ...Intentionally blank ...
Page 72: ...Intentionally blank ...
Page 84: ...Intentionally blank ...
Page 88: ...Intentionally blank ...
Page 92: ...Intentionally blank ...
Page 120: ...Intentionally blank ...
Page 122: ...Intentionally blank ...
Page 124: ...Intentionally blank ...
Page 132: ...Intentionally blank ...
Page 136: ...Intentionally blank ...
Page 148: ...Intentionally blank ...
Page 152: ...Intentionally blank ...
Page 156: ...Intentionally blank ...
Page 168: ...Intentionally blank ...
Page 176: ...Intentionally blank ...
Page 186: ...Intentionally blank ...
Page 192: ...Intentionally blank ...
Page 196: ...Intentionally blank ...
Page 200: ...Intentionally blank ...
Page 214: ...Intentionally blank ...
Page 234: ...Intentionally blank ...
Page 238: ...Intentionally blank ...
Page 242: ...Intentionally blank ...
Page 256: ...Intentionally blank ...
Page 264: ...Intentionally blank ...
Page 272: ...Intentionally blank ...
Page 280: ...Intentionally blank ...
Page 282: ...Intentionally blank ...
Page 290: ...Intentionally blank ...
Page 296: ...Intentionally blank ...
Page 300: ...Intentionally blank ...
Page 312: ...Intentionally blank ...
Page 314: ...Intentionally blank ...
Page 318: ...Intentionally blank ...
Page 334: ...Intentionally blank ...
Page 340: ...Intentionally blank ...
Page 348: ...Intentionally blank ...
Page 352: ...Intentionally blank ...
Page 356: ...Intentionally blank ...
Page 358: ...Intentionally blank ...
Page 362: ...Intentionally blank ...
Page 366: ...Intentionally blank ...
Page 370: ...Intentionally blank ...
Page 380: ...Intentionally blank ...
Page 384: ...Intentionally blank ...
Page 386: ...Intentionally blank ...
Page 392: ...Intentionally blank ...
Page 402: ...Intentionally blank ...
Page 412: ...Intentionally blank ...
Page 414: ...Intentionally blank ...
Page 438: ...Intentionally blank ...
Page 440: ...Intentionally blank ...
Page 444: ...Intentionally blank ...
Page 454: ...Intentionally blank ...
Page 498: ...Intentionally blank ...





















































