




















AA
19
0D
AG
Ser
ies
Air
Motor
‐
Driven
Tank
Washer
|
0
8/
1
5/
20
11
|
RE
V
.
1
15
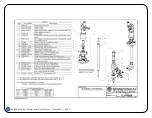
7. Inspect O-Rings inside the upper shaft seal body
sub-assembly (4) and seals inside pinion gear
bushing retainer sub-assembly (22).
8. If damaged or worn, replace with new sub-
assemblies.
9. Remove any foreign material from gear teeth of the
pinion gear bushing retainer sub-assembly (22)
before reassembly.
REASSEMBLY OF THE UNIT (SEE PARTS LIST PL 190DAG & PL 190DAGH)
1. Install one new bushing (23) into the lower end of
the rotary Y-housing (14) and one new bushing (13)
onto the stem (12) up to shoulder.
2. Slide the rotary Y-housing (14) and bushing (23)
back onto the stem (12).
3. Reassemble the pinion gear bushing retainer sub-
assembly (22) onto shaft (10) by slowly rotating it as
you slide it onto the shaft.
This procedure will help
prevent damage to the shaft seals inside.
Also, be
sure the nozzle hub gear assembly (14) and pinion
gear bushing retainer sub-assembly (22) mesh
properly.
4. Torque pinion gear bushing retainer sub-assembly
(22) to 40 lb-ft (54 Nm).
5. Replace the drive plate (21) and lower screw shield
(20).
6. The bottom of the shaft should pass through the
drive link so it is about flush with the bottom of the
drive link.
7. Apply Loctite 243 or 242 to threads of hex head cap
screw (19) and thread into shaft (10).
8. Holding the rotary Y-housing (14), torque hex head
cap screw (19) to 5 lb-ft (7 Nm).
9. Install gasket (5) onto shaft (10) at the upper end of
the shaft.
10. Apply Loctite 243 or 242 to threads of the upper
shaft seal body sub-assembly (4) and reassemble
onto shaft (10) by slowly rotating it as you slide it
onto the shaft.
11. This procedure will help prevent damage to the
shaft seals inside.
12. Torque upper shaft seal body sub-assembly (4) to
50 lb-ft (68 Nm).
13. Complete the reassembly by installing the groove
pin (9) into shaft (10).
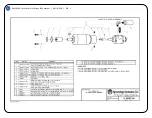
REPLACEMENT OF #46340 AIR MOTOR DRIVE (SEE PARTS LIST DRAWING PL 46340-190)
1. If it is not already attached, align the keyway on the
coupling (5) with the key (6) on the gear motor sub-
assembly (11) shaft and lightly tap the coupling (5)
until it bottoms on the shaft.
2. Insert the coupling (5) through the hole in the top of
the 190 inlet casting.
3. The slot on the coupling (5) should be aligned and
indexed over the groove pin and drive shaft on the
190 assembly.
4. The air motor drive assembly can now be rotated
until the through holes on inlet body align with the
M5 female threaded inlet holes on the air motor
drive assembly.
5.
Using a 4 mm hex Allen wrench, secure the gear
motor sub-assembly (11) to the inlet body using two
M5 bolts (1) and spring lock washers(2).
6.
BEFORE RE-INSTALLING IN A TANK,
CONNECT AN AIR LINE TO THE AIR MOTOR
DRIVE TO MAKE SURE THE UNIT WORKS
PROPERLY.





















































