
























Start-up
03.00 | MEG 50 EC | Assembly and Operating Manual | en | 389201
33
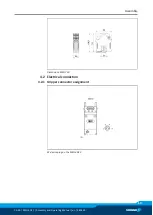
5.8 Example of a possible gripping cycle
In order to attain an economical cycle time in an automation
process, we recommend first prepositioning the claw jaws and
then gripping in live mode. The following example intends to
present the actuation steps required for such a gripping cycle.
First the claw jaws travel to a position that is minimally
"larger" (with O.D. grippers) or "smaller" (with I.D. grippers) than
the workpiece to be gripped. For this purpose, the "position
mode", i.e. step mode is used.
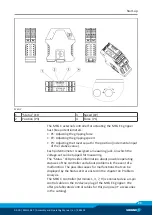
The distance the gripper is to cover from the current position
towards "open" or "closed" is in this mode specified by "Analog
input: Position" (terminal 23) or by potentiometer
"Pos." (potentiometer P3). This analog value as well as the
specifications for force and speed must be present before
executing the command "Gripper open" or "Gripper closed" in
position mode. After successful performance of a positioning
movement, a High signal is issued at the "Target-pos. reached"
output (terminal 18) and at the digital output "Gripper
stopped" (terminal 13). Now the specification for the stroke
("Analog input: Position" (terminal 23)) or on the "Pos."
potentiometer (potentiometer P3) is set to zero Volt so as to
switch from the position mode to the live mode. The live
movement is started via the "Gripper open" or "Gripper closed"
command. The set value for the gripping force can be changed
during live movement. The gripping force then simultaneously
changes to the set value. During the gripper finger movement, the
digital output "Gripper stopped" (terminal 13) issues a Low signal.
If the gripper fingers move to the workpiece stop, the output
"Gripper stopped" (terminal 13) issues a High signal; the gripper is,
however, further supplied with electrical current. The workpiece is
safely gripped until the signal on the input "Gripper
open" (terminal 21) or "Gripper closed" (terminal 20) is reset by a
falling edge. If the workpiece is located in its place, the input
"Gripper open" (terminal 21) or "Gripper closed (terminal 20) (and
with this live movement) is reset and the gripper is opened again
in position movement, due to the specification on the "Analog
input: Position" (terminal 23) or on the "Pos."potentiometer
(potentiometer P3).







































































