





















24
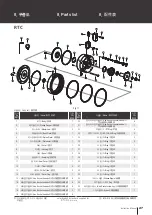
Power Chuck
6. Troubleshooting
6.
故障和对策
6. 고장 및 대책
If the chuck malfunctions, stop the lather and
try the following countermeasures.
척 사용 중 이상발생시 아래와 같은 점을 재확
인하시고 당사에 연락을 주시면 친절히 설명하
여 드리겠습니다.
使用夹头时,若发生如下异常,请采取如
下对策后与我公司联系, 我公司将亲切地
说明给您。
문제점 / Trouble /
问题
원인 / Cause /
原因
대책 / Action /
对策
척이 작동하지 않음
Chuck does not operate
夹头不启动
척 부품이 파손되어 있다.
The inside of the chuck is broken.
夹头配件损坏
분해 후 교환한다.
Disassemble and replace part.
拆下来更换
습동부가 늘어붙어 있다.
Slide way seizes.
seized. 滑动部粘着。
분해 후 늘어붙은 부위를 제거 수정 및 교환한다.
Disassemble and repair damaged part with oilstone or
replace it.
拆开,除去并更换粘着的部位。
마스터죠의 스트로크 부족
Insufficient master jaw stroke
基爪行程不夠
칩(Chip)이 내부에 많이 들어가 있다.
Too much sward in chuck.
里面有过多的芯片。
분해 청소를 한다.
Disassemble and clean.
拆开清扫。
공작물의 이탈
Workpiece slippage
加工产品被用出去
마스터죠의 스트로크가 부족하다.
Insufficient master jaw stroke.
基爪的行程不足。
공작물을 파악할 때 마스터죠가 스트로크의 중앙 부근에 있
도록 한다.
Position master jaw so that it is in stroke center when
workpiece is gripped.
基爪的行程不足。夹持加工产品时, 使基爪位于行程
的中 央部分。
구리스 주입(급유)이 안되어 소착현상이
발생 되었다.
Seizure occured. Because of
doing not to grease.
由于没有润滑油,造成烧结.
구리스를 주입하고 5~10분간 척을 작동시켜 윤활시켜준다.
Grease chuck and operate it for 5 to 10 minutes.
注入润滑油,操作卡盘5~10分钟使其润滑.
정도불량
Poor accuracy
精密度不够
파악력이 부족하다.
Insufficient clamping force.
夹持力不够
설정유압으로 되어 있는지 확인한다.
Check that hydraulic pressure adequately set.
检查液压设定是否正确。
탑죠의 성형된 지름이 공작물 지름과 잘 맞
지 않는다.
Formed dia. of top jaw does not match
workpiece dia.
顶爪的成型直径与加工产品的直径不符
정확한 성형방법에 기초해서 재성형한다.
Reform top jaw according to correct method.
请按照正确的成型方法再次成型。
절삭력이 지나치게 높다.
Cutting force is too high.
切割力过高
절삭력을 계산하고 척의 사양에 맞는지를 확인한다.
Calculate cutting force and reduce it up to chuck speci-
fications.
计算切割力,确认切割力是否符合夹头的技术参数







































































