


























VPanel Window and Functions
12
1. Operation Screen
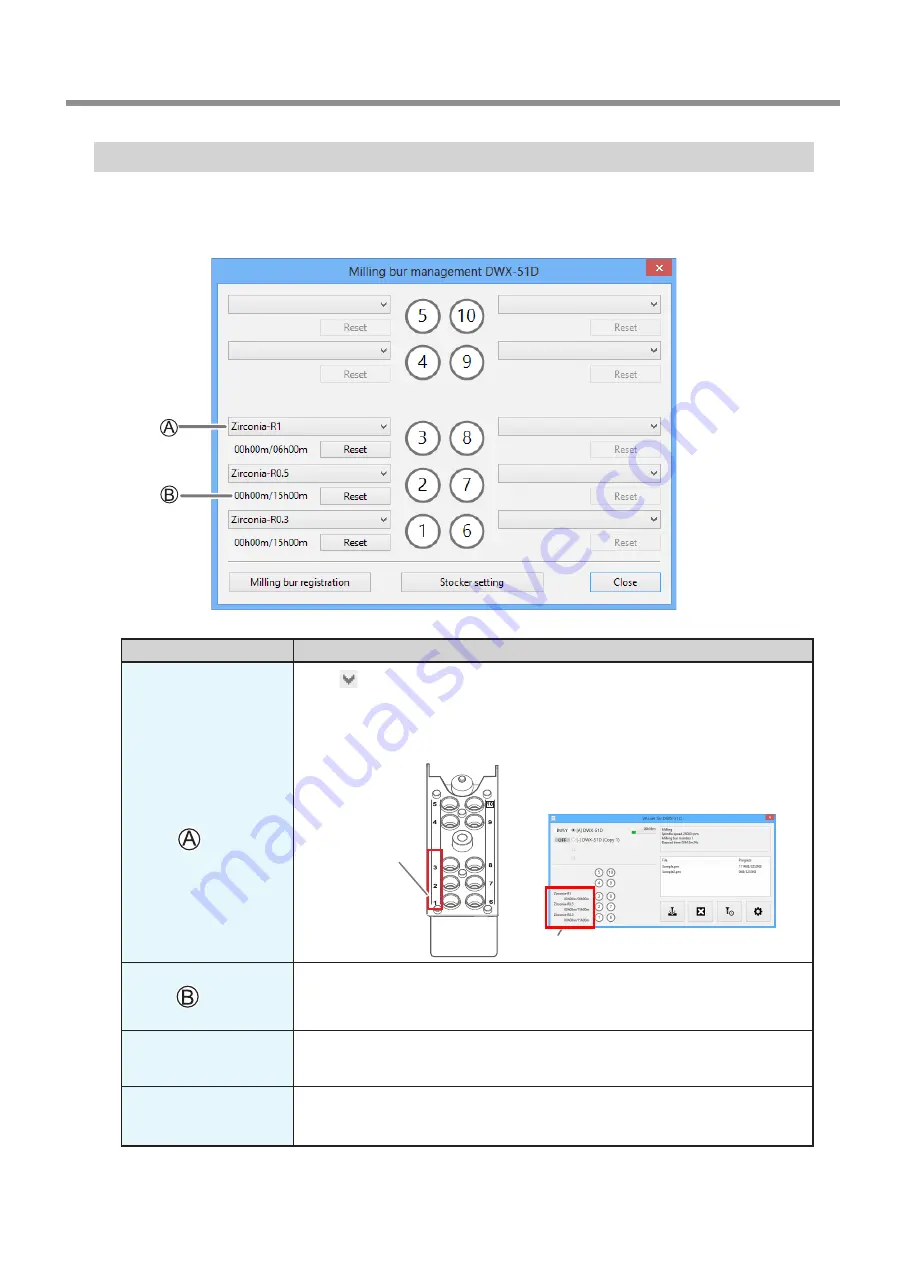
"Milling bur management" Dialog Box
By selecting a milling bur to be used in this dialog box, the work time of the selected milling bur will be recorded automatically.
In addition, when the bur reaches the preset replacement time, a warning message will be displayed. When more than one
machine is connected, the machine selected in the top window is managed.
Symbol or display
Explanation
Click
to display the milling bur for which "Milling bur registration" was performed.
Numbers 1 through 10 match the stocker numbers on the machine's ATC magazine. The
information for the selected milling bur will be displayed on the top window.
P. 12""Milling bur management" Dialog Box"
Displays the work time and replacement time of the selected milling bur. When the bur
reaches the preset replacement time, a warning message will be displayed. The replace-
ment time can be changed from "Milling bur registration." After replacing the milling bur
with a new one, click "Reset" to set the work time to 0.
Milling bur registration
Here you can register milling burs whose work time you want to manage, or remove burs
you no longer want to manage. Click here to display the "Milling bur registration" dialog box.
P. 12""Milling bur management" Dialog Box"
Stocker settings
By setting two stockers as a single set, you can automatically replace milling burs that reach
their replacement time during milling. Click here to display the "Stocker settings" dialog box.
P. 14""Stocker settings" Dialog Box"
Stocker number
Milling bur information
Summary of Contents for DWX-51D
Page 64: ...R2 160616 FA01061 ...