





















07
Cut50dp with 50 Amps cutting current.
15mm Max Cutting thickness on Steel.
Inverter with Industrial Rated, Lightweight and Portable.
PARAMETER
• Latest IGBT Inverter Technology
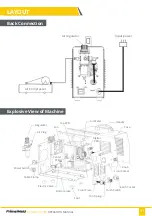
• Safe torch connection
• High quality cutting torch with quality cable
• Industrial application
• Tolerant to variable power supply
• Quality Air regulator with preset air pressure
• Suitable to cut all electrically conductive materials
• Light weight and compact
• Strong metal housing
Amperage
Amperage
Model
Power Supply / Phases (V-Ph)
Duty Cycle @ 78°F ( 25 C)
Input Current Range (A)
220V +/-15%
60%@ 50Amps
35-40
40-45
60%@ 40Amps
Rated Power (KVA)
5.90
4.40
Output Current Range (A)
20-50 Amps
20-40 Amps
Rated Output Voltage (V)
100
96
No-Load Voltage (Open CricuC(V)
260
260
Efficiency (%)
60
60
Insulation Class
F
F
Protection Class
IP21S
IP21S
Plasma Arc Starting
HF Touch
HF Touch
Air Flow Pressure Range (PSI)
40 - 65 psi
40 - 65 psi
Air Flow Rate (CFM)
5 L/min
5 L/min
Clean Cutting Thickness (mm)
12mm
12mm
Cutting Thickness Severance (mm)
16mm065psi
12mm065psi
Shipping Weight (kgs)
8.9kgs
8.9kgs
Cutting speed 10mm
200mm/min(065 psi 150mm/minG65 psi
Machine Dimenswns (inch)
13 7 x 5 6" x 9 2"
13 7 x 5 6" x 9 2"
110V +/-15%
Cut5ODP (110/220V)
220V
110V
PLASMA CUTTER
OPERATION MANUAL







































































