4
PM 25MV v9 2021-12
Copyright © 2021 Quality Machine Tools, LLC
Figure 1-2
Sling position
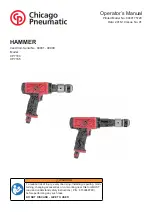
Figure 1-3
Lowering the mill into position
Assembly and cleanup
Unfinished metal surfaces may be protected in shipping
by thick grease and/or paper. Carefully remove these us
-
ing a plastic paint scraper, disposable rags and a light-oil
such as WD-40. Coat bright machined surfaces with a
rust preventative such as Rustlick.
Level the mill using the table surface for reference, shim-
ming under the tray if necessary. Oil the ways and lead
-
screws (Z-axis screw excepted, inaccessible).
Initial checks
Read Section 3 if unsure about any item in the fol-
lowing
1. Check that no chuck or collet is installed; there are
no clamps or locks on moving parts, and; the speed
control knob is at its lowest setting, fully ccw.
2. Remove the blue motor cover. Make sure the belt is
set for low speed (belt running on the larger spindle
pulley.) If not, re-position the belt, Figure 3-2. Re
-
place the motor cover.
3. Connect 110 Vac power.
4. Be sure the E-Stop (Emergency) button has not
been pushed in (it should pop out when twisted firmly
clockwise).
5. Press the Power button. The power lamp and the
tach display should light.
6. Check the emergency function by pressing the E-
Stop button. The power lamp should go out, de-en
-
ergizing the contactor circuit, disabling all electrics.
If this doesn’t happen, the E-stop function is de-
fective, and needs attention.
7. Restore power by twisting the E-Stop button
firmly
to the right; this will cause it to pop out.
8. Check that the chip guard switch disconnects power
when the guard is swung out.
DO NOT LEAVE THE MACHINE UNATTENDED
DURING THIS PROCEDURE
Test run procedure
installation, use the four bolts M12 bolts supplied (the
bolt locations are threaded.) Use lock + plain wash
-
ers in all locations.
1. Turn the speed control knob all the way down and
to the left, Select Forward (F) spindle direction. The
tachometer should display a speed between 50 and
100 rpm.
2. Rotate the speed control knob to the right for a
speed of about 200 rpm. Run the spindle at that
speed for about 1 minute, then progressively in-
crease the speed to the max (about 1250 rpm).
3. Press the E stop button to check it’s operation. Ro
-
tate E stop to the right to reset.
The machine should now be ready for normal oper-
ations.