Hydraulic Press Assembly
Doc No. TM-192861000 Release Date: 10-12-12
UNCONTROLLED COPY
Page 1 of 30
Revision: A
Revision Date: 10-12-12
Operation Manual
Order No. 19286-1000
Description
Operation
Maintenance
Page 1: ...ss Assembly Doc No TM 192861000 Release Date 10 12 12 UNCONTROLLED COPY Page 1 of 30 Revision A Revision Date 10 12 12 Hydraulic Press Assembly Operation Manual Order No 19286 1000 Description Operation Maintenance ...
Page 2: ...lso be used to alert against unsafe practices associated with events that could lead to personal injury WARNING WARNING Always wear proper eye protection when Operating or servicing this equipment Failure to wear eye protection could result in serious eye injury from flying debris Heavy Object To avoid muscle strain or back injury use lifting aids and proper lifting techniques when removing or rep...
Page 3: ...extreme heat or cold sharp surfaces or heavy impact Do not allow the hose to kink twist curl or bend so tightly that the oil flow within the hose is blocked or reduced Periodically inspect the hose for wear because any of these conditions can damage the hose and possibly result in personal injury Do not use the hose to move attached equipment Stress may damage hose and possibly cause personal inju...
Page 4: ...sted below and asking for the Molex Tooling Group Call Toll Free 1 800 786 6539 US 1 630 969 4550 Global This assistance is limited to the operation and set up of a customer s Molex Press Assembly Questions with regard to Molex connector products or how to identify the proper tooling and or tooling documentation should be directed to your local Molex personnel or Customer Service Representative Wh...
Page 5: ...ications and Crimping Operation 14 Section 3 15 Terminal Locator 19286 0300 15 3 1 Removing and Installing the Guards and the Terminal Locator Assembly 16 3 2 Operation 16 3 3 Adjustments 18 3 4 Tool Change Over 19 Section 4 20 Preventive Maintenance 20 4 1 Lubrication 21 4 2 Bleeding Air From The System 21 4 3 Inspecting The Hydraulic Fluid Level 21 4 4 Draining and Flushing the Reservoir 21 4 5 ...
Page 6: ...ase Date 10 12 12 UNCONTROLLED COPY Page 6 of 30 Revision A Revision Date 10 12 12 Section 1 General Description 1 Description 2 Setup and Adjustments 3 Crimping Dies Go No go 4 Preventive Maintenance 5 Parts List Assembly Drawings and Troubleshooting ...
Page 7: ...y Doc No TM 192861000 Release Date 10 12 12 UNCONTROLLED COPY Page 7 of 30 Revision A Revision Date 10 12 12 Section 1 General Description 1 1 Description 1 2 Features 1 3 Technical Specifications 1 4 Delivery Check 1 5 Tools ...
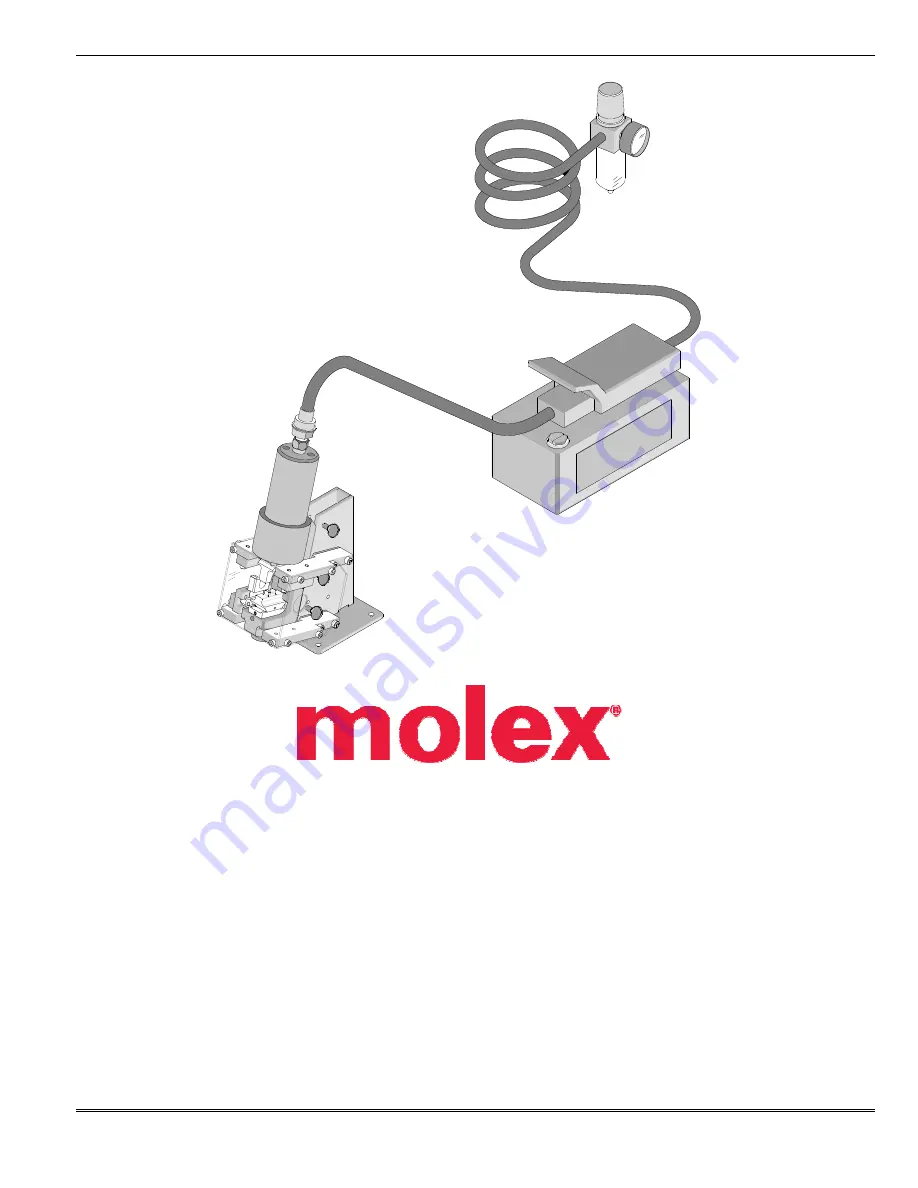
Page 8: ...age 8 of 30 Revision A Revision Date 10 12 12 Figure 1 1 AIR HOSE HYDRAULIC HOSE ASSEMBLY FILTER REGULATOR GAUGE HYDRAULIC HEAD ASSEMBLY VENTED CAP RESERVOIR UNIT C FRAME STAND ASSEMBLY PUTT PUMP POWER UNIT CRIMP DIES TERMINAL LOCATOR ASSEMBLY Principal Mechanical Parts of the 19286 1000 ...
Page 9: ...ping dies are easily and quickly interchanged to reduce production down time Complete portable system that allows tool to be moved and stored easily 1 3 Technical Specification Pneumatic Supply Pressure 100 PSI 6 9 Bars 125 PSI max 8 6 Bars max Cycle Time 15 seconds 1 4 Delivery Check Carefully remove the Molex Hydraulic Press Assembly from its shipping container and determine that the following i...
Page 10: ... 12 12 UNCONTROLLED COPY Page 10 of 30 Revision A Revision Date 10 12 12 Section 2 Hydralic Head Crimper 19286 0117 Set Up and Operation 2 1 Setup 2 2 Connection and Bench Mounting 2 3 Installation of Tool Kits 2 4 Terminal Specifications and Crimping Operation ...
Page 11: ...of 30 Revision A Revision Date 10 12 12 Figure 2 1 AIR HOSE HYDRAULIC HOSE ASSEMBLY FILTER REGULATOR GAUGE HYDRAULIC HEAD ASSEMBLY VENTED CAP RESERVOIR UNIT REF C FRAME STAND ASSEMBLY NOT INCLUDED WITH THE 19286 0117 PRESS PUTT PUMP POWER UNIT Principal Mechanical Parts of the 19286 0117 PPHHLS ...
Page 12: ...thread protector from the putt pump on the air connection Pull out and discard then attach the air fitting 3 Next install the fittings to the filter regulator and gauge unit The air supply should be 20 CFM 550 L M and 100 PSI 6 9 Bars to obtain the rated hydraulic output Air pressure should be regulated to a maximum of 125 PSI 8 6 Bars See Figure 2 2 4 Before installing the hydraulic hose unscrew ...
Page 13: ...ly is securely fastened to a clean sturdy workbench or table in a well lighted area Fasten the stand with four 3 8 16 SHCSs nuts and washers of sufficient length for the tabletop Not supplied See Figure 2 4 Some stands may have two mounting holes instead of four 2 3 Installation of Tool Kits CAUTION Always disconnect the air supply until the system is ready to operate Before crimping set the recom...
Page 14: ...ew CAUTION A wrong combination of dies may cause critical damage to the tool 2 4 Terminal Specifications and Crimping Operation SCOPE This tooling is designed to crimp Molex Imperium and Imperium Plus Imperium and Imperium Plus Crimp Die Application Chart Wire Size Wire Finish Wire Type Conductor Diameter range mm Terminal Order No Crimp Die Order No Press Order No 1 AWG Bare Copper 779 strand 30 ...
Page 15: ...92861000 Release Date 10 12 12 UNCONTROLLED COPY Page 15 of 30 Revision A Revision Date 10 12 12 Section 3 Terminal Locator 19286 0300 3 1 Installing Guards and Terminal Lcator Assemblies 3 2 Operation 3 3 Adjustments 3 4 Tool Change Over ...
Page 16: ...n the 19286 1000 Press The clear safety guard panels will need to be temporarily removed for crimp die replacement or terminal locator replacement 1 Remove the 12 twelve M5 SHCS holding the front and side safety guards 2 Remove the safety guards See Figure 3 1 3 When all set up and adjustments are made reinstall the safety guards 4 Tighten the M5 SHCS The Terminal Locator Assembly 192860300 is for...
Page 17: ...Figure 3 3 17 3mm 18 3mm LOWER CRIMP TOOL ANVIL STOP RECEPTACLE No 192860301 TERMINAL SERIES No 171562 UPPER TOOLING PUNCH RIM OF TERMINAL AGAINST STOP 3 The rim of the terminal should be against the stop of the terminal locator assembly 4 For the correct terminal placement and the proper locator see Figure 3 3 and 3 4 Note During termination a slight movement of the locator stop may occur This is...
Page 18: ... crimp location 3 3 Adjustments CAUTION Always disconnect the air supply when before any adjustments or changing out tooling The Terminal Location Adjustment must be adjusted so that the crimp is located as shown on Figuure 3 3 and 3 4 Note It is not necessary to remove the safety guarding to make this adjustment 1 Insert a 4 0mm socket style wrench thru the holes provided in the safety guards and...
Page 19: ...air supply when before any adjustments or changing out tooling 5 Before changing out the tooling the safety guard panels must be removed 6 Remove the 8 eight M5 SHCS holding the front and side safety guards 7 Remove the safety guards See Figure 3 6 8 To change the locator stop remove the 2 two M5 x 18 long SHCS on the locking block 9 Remove the 2 springs in the frame stop 10 Lift out the locator s...
Page 20: ... 10 12 12 Section 4 Preventive Maintenance 4 1 Lubrication 4 2 Bleeding Air From the System 4 3 Inspecting the Hydraulic Fluid Level 4 4 Draining and Flushing the Reservoir 4 5 Refilling the Reservoir 4 6 Venting the Reservoir 4 7 Priming the Pump Unit 4 8 Periodic Cleaning 4 9 Spare Parts 4 10 Perishable Parts 4 11 Storage ...
Page 21: ...ery 300 hours of use Hoses Hydraulic hoses on this unit carry a rating of 10 000 PSI Replacement hoses must carry the same rating 4 4 Draining and Flushing the Reservoir IMPORTANT Wipe the pump exterior completely clean before attempting this procedure 1 Loosen and remove the six screws that fasten the pump assembly to the reservoir Remove the pump assembly from the reservoir Do not damage the gas...
Page 22: ...3 Remove the screwdriver and depress the pump end of the pedal once more 4 If the ram extends or pressure builds the pump has been sucessfully primed 5 If the pump does not respond repeat the procedure repeatedly jogging the air intake valve while holding the pedal in the RELEASE position 4 8 Periodic Cleaning CAUTION Always disconnect air supply before all maintenance A routine should be establis...
Page 23: ...og of preventive maintenance be kept with the tool 4 9 Spare Parts Customers are responsible for maintaining the tool Spare parts are available from Molex Moving and functioning parts can be damaged or wear out over time and will require replacement Molex recommends that the customer keep some or all of them in stock to reduce production down time 4 10 Perishable Parts Tool Kits Customers are resp...
Page 24: ...Hydraulic Press Assembly Doc No TM 192861000 Release Date 10 12 12 UNCONTROLLED COPY Page 24 of 30 Revision A Revision Date 10 12 12 Section 5 5 1 Parts Lists and Assembly Drawing 5 2 Troubleshooting ...
Page 25: ...ate 10 12 12 Figure 5 1 1 1 2 3 2 5 1 19286 1000 Main Parts List and Assembly Drawings 19286 1000 Hydraulic Press Assembly Figure 6 1 Item Order No Description Qty 1 19286 0051 C FrameStand Assembly 1 Figure 5 2 2 19286 0117 Putt Pump Hydraulic Head Crimper 1 Figure 5 3 3 19286 0300 Terminal Locator Assembly 1 Figure 5 4 ...
Page 26: ...ntity 1 19286 0302 Side Guard 1 2 19286 0304 Front Guard 1 3 19286 0310 Left Side Guard 1 4 19286 0311 Mounting Bracket 4 5 19286 0400 Guard Assembly All parts listed 0 6 19286 0401 Adapter Plate 4 7 19286 0402 Spacer Plate 1 8 19286 0126 Right Plate 1 9 19286 0127 Left Plate 1 10 19286 0128 Base Plate 1 11 19286 0129 Back Plate 1 12 63600 1863 Thumb Screw 3 13 N A M5 by 10 Long SHCS 12 14 N A M6 ...
Page 27: ...sembly Drawing 19286 0117 Main Assembly Figure 5 3 Item Order No Description Qty 4 19286 0041 Hydraulic Hose Assembly 6 Feet 1 5 19286 0049 Filter Regulator with Gauge 1 6 19286 0059 Putt Pump Power Unit 1 7 19286 0103 Air Hose 1 4 NPT Male Fitting 10 Feet 1 8 19286 0051 C Frame Stand Assembly Optional 9 19286 0005 Hydraulic Head Assembly 1 10 19286 0006 HHLS Tool Holder 2 Order separately ...
Page 28: ... Description Quantity 1 11 21 5694 AM8921 221 Compression Spring 2 2 19286 0301 Stop Receptacle 1 3 19286 0306 Terminal Stop Retainer 1 4 19286 0307 Stop Plug 1 5 19286 0308 Frame Stop 1 6 19286 0309 Locking Block 1 7 19286 0312 Terminal Stripper Bar 2 8 19286 0313 Filler Bar 1 9 N A M3 by 8 long SHCS 2 10 N A M5 by 18 long SHCS 4 11 N A M5 by 25 long SHCS 4 12 N A M6 by 20 long SHCS 2 13 N A M5 F...
Page 29: ...w oil delivery Ram extends slowly Reservoir not vented Remove filter and clean Inadequate air supply 1 Check air input supply 2 Contamination check airside of pump Thoroughly inspect the slot in the air cylinder tub 1 Should be 20 CFM mininum 2 Clean and reassemble Hydraulic failure 1 Check the oil filter forcontamination 2 Air in hydraulic system 1 Clean and reinstall 2 Bleed the system as descri...
Page 30: ...ion A Revision Date 10 12 12 For more information use the Crimping Testing and Inspection Handbook for Industrial Closed Barrel products There is no charge for this book which can be found on the Molex Website www molex com or contact you local Molex sales engineer Visit our Web site at http www molex com ...
Page 31: ...Mouser Electronics Authorized Distributor Click to View Pricing Inventory Delivery Lifecycle Information Molex 19286 0051 19286 0103 19286 0005 ...