





















OM-194 473 Page 11
SECTION 3 – INSTALLATION
3-1.
Specifications For Non-CE Power Sources
Primary
Volts
Primary
Amperes
Primary Service
(Recommended)
Secondary
Volts (DC)
Secondary
Amperes
KW
KVA
Power
Factor
Max**
OCV
(DC)
120
20.32 (0.25*)
20A
110
12
2.01
2.44
0.82
353
*While idling
**10% High line condition
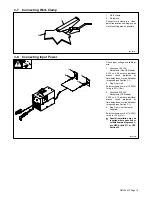
3-2.
Specifications For CE Power Sources
Primary
Volts
Primary
Amperes
Primary Service
(Recommended)
Secondary
Volts (DC)
Secondary
Amperes
KW
KVA
Power
Factor
Max**
OCV
(DC)
IP Rating
(CE Model
Only)
230
10 (0.25*)
10A
110
12
1.89
2.30
0.82
350
23
*While idling
**10% High line condition
3-3. Specifications For Torch
Air-cooled torch for plasma arc cutting (PAC)
35% duty cycle
Compressor output: 1 SCFM (28.3 L/min) at 40 PSI (276 kPa)
Safety interlock devices shut down power source
Safety trigger guard
Cutting capacity: see Section 3-1
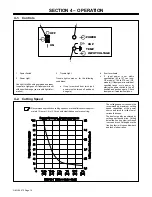
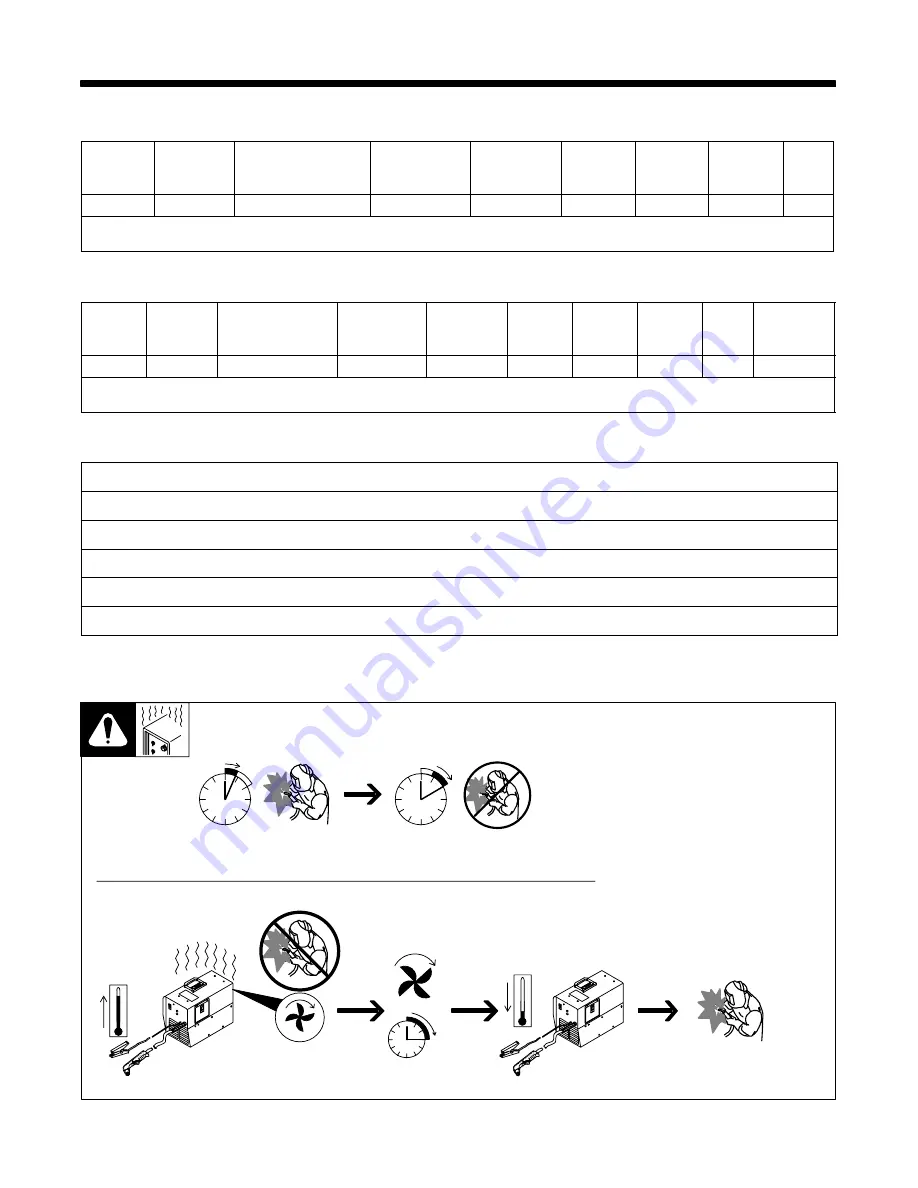
3-4.
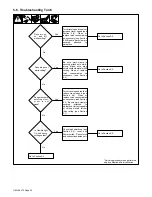
Duty Cycle And Overheating
Duty Cycle is percentage of 10 min-
utes that unit can cut at rated load
without overheating.
If unit overheats, thermostat(s)
opens, output stops, Temperature
trouble light goes On, and cooling
fan runs. Wait fifteen minutes for
unit to cool or temperature light to
go off. Reduce amperage or duty
cycle before cutting or gouging.
Y
Exceeding duty cycle can
damage unit and void
warranty.
Overheating
duty1 4/95 – 802 459-B
3-1/2 Minutes Cutting
6-1/2 Minutes Resting
0
15
Minutes
Summary of Contents for Ice-12C Torch
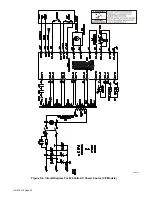
Page 28: ...OM 194 473 Page 24 202 701 Figure 5 2 Circuit Diagram For 230 Volts AC Power Source CE Models ...
Page 29: ...OM 194 473 Page 25 Notes ...
Page 33: ...Notes ...
Page 34: ...Notes ...







































































