






















English
English
11
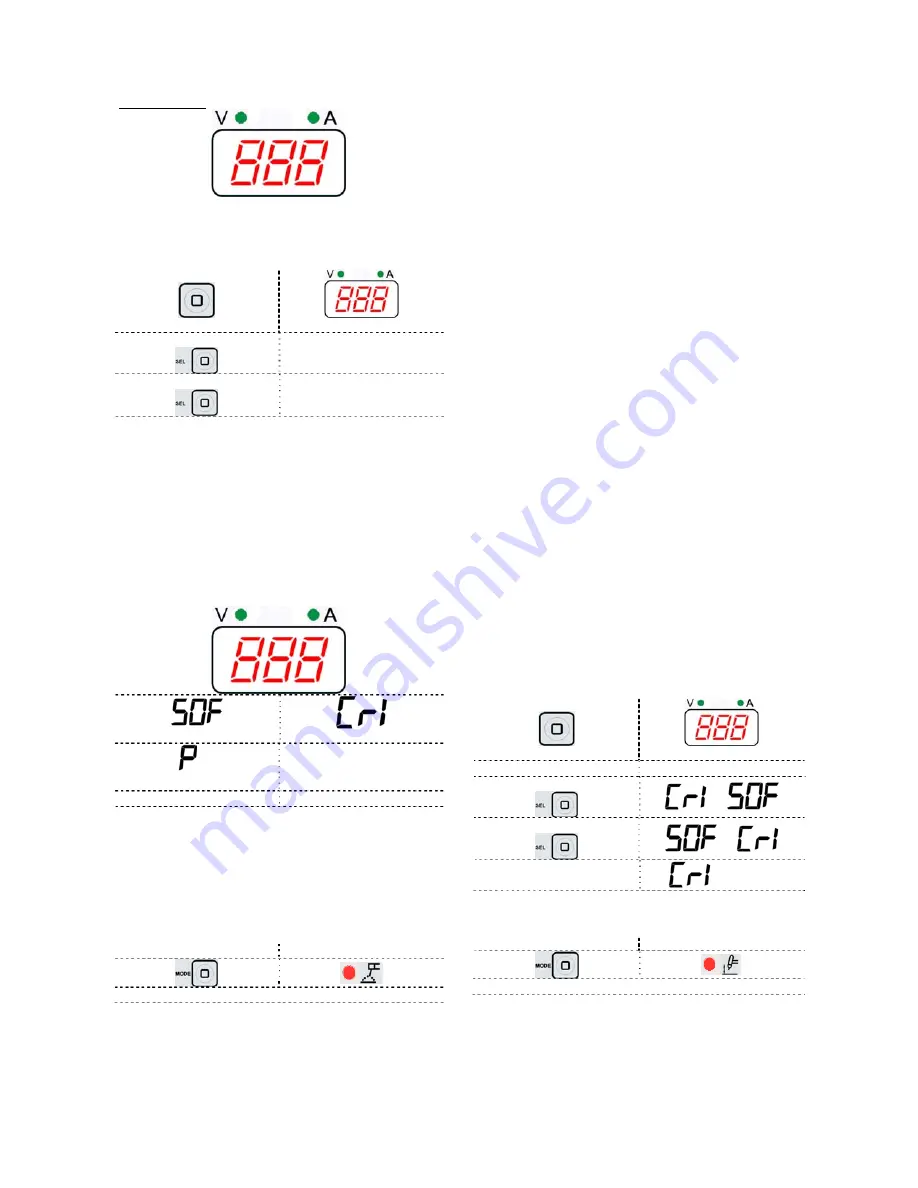
V & A Display:
If the A LED is ON the meter displays the preset welding
current (A) before welding and the actual welding current
during welding. If the V LED is ON the meter shows the
voltage (V) at the output leads. To switch between
Current and Voltage visualization:
Action
Visualization
Press A/V
Current
Press A/V
Voltage
A flashing dot on the Display indicates that the value
read is the average value of the previous welding time.
This feature shows the average value for 5seconds after
every welding time.
If a remote control is connected (the Remote LED is
ON), the meter (A) indicates the preset and the actual
welding current following the instruction explained in the
“Remote LED” description above.
The Display can also show the following set of
characters:
SOFT
CRISP
01, …..10
PROGRAM
For program records
E 01, ......99
For error codes
See “Operating Instruction” section for a detailed
description of the functions described by these
indications.
Operating Instruction
Stick (SMAW) Welding
To select Stick welding:
Action Visualization
Press MODE several times until the LED above lights up
When the Stick position is selected, the following
welding features are enabled:
Hot Start: This is a temporary increase in the output
current during the start of the stick welding process.
This helps ignite the arc quickly and reliably.
Anti-Sticking: This is a function which decreases
the output current of the machine to a low level
when the operator makes an error and sticks the
electrode to the work piece. This decrease in
current allows the operator to remove the electrode
from the electrode holder without creating large
sparks which can damage the electrode holder.
Auto Adaptive Arc Force: this function increases
temporary the output current, used to clear
intermittent connections between the electrode and
the weld puddle that occur during stick welding.
This is an active control feature that guarantees the
best arrangement between the arc stability and
spatter presence. The feature "Auto Adaptive Arc
Force" has instead of a fixed or manual regulation,
an automatic and multilevel setting: its intensity
depends by the output voltage and it is calculated in
real time by the microprocessor where are also
mapped the Arc Force levels. The control measure
in each instant the output voltage and it determines
the amount of the peak of current to apply; that
value is enough to breaks the metal drop that is
being transferred from the electrode to the
workpiece as to guarantee the arc stability, but not
too high to avoid spatters around the welding
puddle. That means:
Electrode / workpiece sticking prevention, also
with low current values.
Spatters
reduction.
The welding operations are simplified and the
welded joins looks better, also if not brushed after
the welding.
In Stick mode, two different setup are available:
SOFT Stick: For a welding with a low spatter
presence.
CRISP Stick (Factory Default): For an aggressive
welding, with an increased Arc stability.
To switch between Soft and Crisp:
Action
Visualization
At idle, before welding
Current/Voltage
Press SEL
Press SEL
Wait 4s or start welding to
store the changes
Current
Lift TIG (GTAW welding)
To select Lift TIG welding:
Action Visualization
Press MODE several times until the LED above lights up
When the mode pusbutton is in the Lift TIG position, the
stick welding functions are disabled and the machine is
ready for Lift TIG welding. Lift TIG is a method of
starting a TIG weld by first pressing the TIG torch
electrode on the work piece in order to create a low
current short circuit. Then, the electrode is lifted from
the work piece to start the TIG arc.