





























8 IT
ADATTATORE PER TORCIA TIG
IT
1.
Comando Remoto a Controllo Manuale:
questa modalità è particolarmente adatta in abbinamento
all’impiego di comandi a distanza o di torce tipo RC, ov-
vero dotate di manopola o cursore per la regolazione a di-
stanza della corrente. La corrente di saldatura sarà
regolabile con continuità dal minimo al massimo. Per un
corretto e agevole uso di questa periferica è consigliata la
selezione della modalità “quattro tempi”.
2.
Comando Remoto a Pedale:
questa modalità è particolarmente adatta in abbinamento
all’impiego di pedali provvisti di microswitch con funzione
trigger. Questa selezione comporta la disabilitazione del-
le rampe di salita e di discesa. La corrente sarà regolabile
attraverso il pedale tra valore minimo e valore impostato
a pannello.
Il microswitch presente all’interno del pedale di comando fa si che
si possa iniziare a la saldatura con la semplice pressione dello
stesso e senza utilizzare il pulsante della torcia TIG. Per un cor-
retto e agevole uso di questa periferica è consigliata la selezione
della modalità “due tempi”.
NOTA: IN QUESTA MODALITÀ, A PROCESSO DI SALDATU-
RA NON ATTIVO, L’EVENTUALE AZIONE SUL COMANDO
REMOTO (PEDALE) NON COMPORTA ALCUNA VARIAZIONE
DELLA CORRENTE INDICATA A DISPLAY.
10.0
ADATTATORE PER TORCIA TIG
Se si usa una torcia TIG con connettore tipo banana, si può mon-
tare sul generatore l’adattatore che si trova nella scatola.
Figura 3.
Per il montaggio, seguire la procedura seguente:
1.
Togliere con un cacciavite le viti sul lato anteriore della mac-
china - Figura 4 Pagina 8.;
Figura 4.
2.
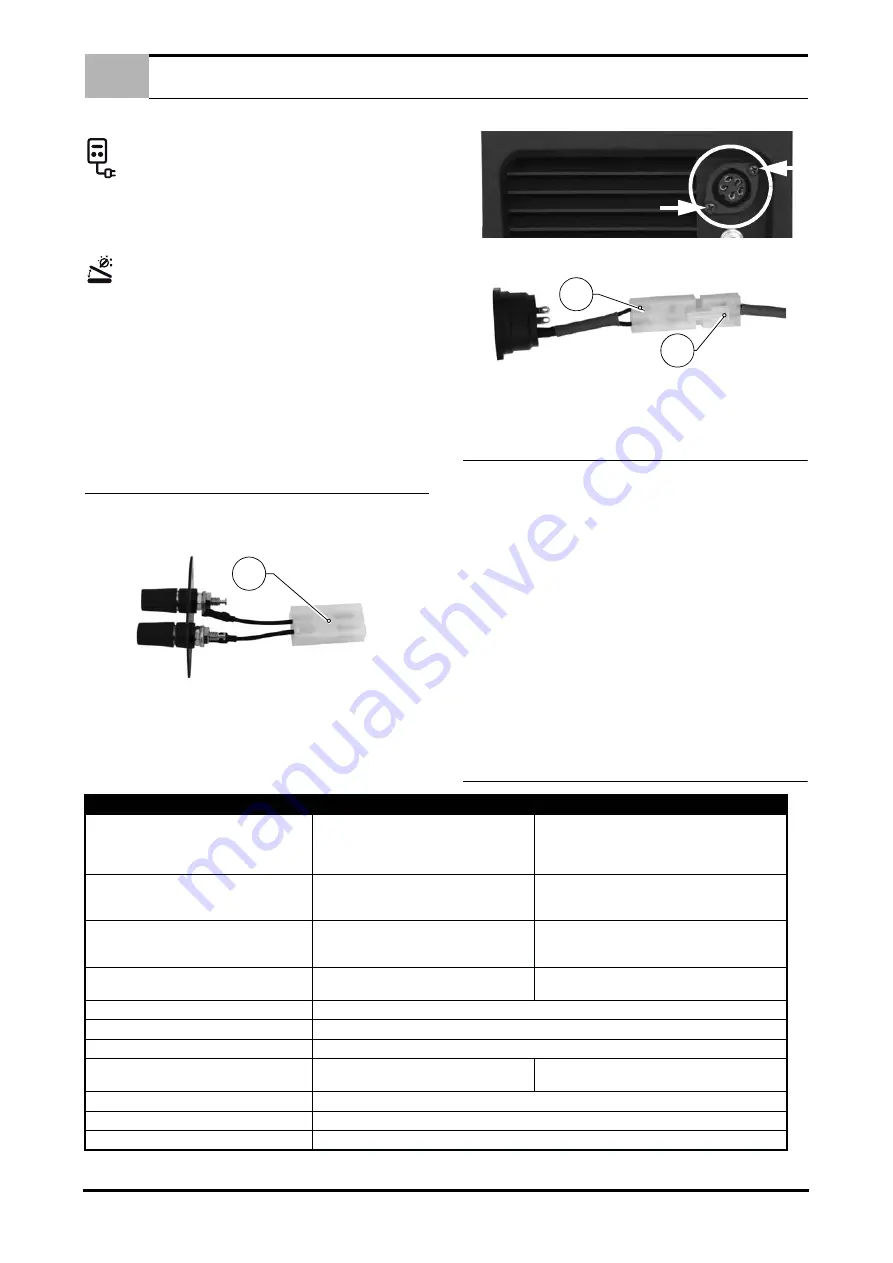
Scollegare il connettore A dal connettore B - Figura 5 Pagina 8.;
Figura 5.
3.
Collegare il connettore C al connettore B;
4.
Assicurarsi che i connettori siamo ben collegati;
5.
Montare l’adattatore con il cacciavite usando le viti preceden-
temente rimosse.
11.0
MANUTENZIONE
ATTENZIONE: SCOLLEGARE LA SPINA DI ALIMENTAZIONE
E QUINDI ATTENDERE ALMENO 5 MINUTI PRIMA DI EFFET-
TUARE QUALUNQUE INTERVENTO DI MANUTENZIONE. LA
FREQUENZA DI MANUTENZIONE DEVE ESSERE AUMENTA-
TA IN CONDIZIONI GRAVOSE DI UTILIZZO.
Ogni tre (3) mesi eseguire le seguenti operazioni:
- Sostituire le etichette che non sono leggibili.
- Pulire e serrare i terminali di saldatura.
- Sostituire i tubi gas danneggiati.
- Riparare o sostituire i cavi di saldatura danneggiati.
- Far sostituire da personale specializzato il cavo di ali-
mentazione qualora risulti danneggiato.
Ogni sei (6) mesi eseguire le seguenti operazioni:
- Pulire dalla polvere l’interno del generatore utilizzando un
getto d’aria secca.
- Incrementare la frequenza di questa operazione quando si
opera in ambienti molto polverosi.
12.0
TIPI DI GUASTO / DIFETTI DI SALDATURA -
CAUSE - RIMEDI
C
A
B
TIPO DI GUASTO - DIFETTI DI SALDATURA
CAUSE POSSIBILI
CONTROLLI E RIMEDI
Il generatore non salda: lo strumento digitale
non è illuminato.
A) L’nteruttore generele è spento.
B) Cavo di alimentazione interrotto (mancan-
za di una o più fasi).
C) Altro
A) Accendere l’interuttore generale.
B) Verificare e ovviare.
C) Richiedere un controllo al Centro Assistenza.
Durante il lavoro di saldatura improvvisamente
la corrente in uscita si interrompe, si spegne il
led verde e si accende il led giallo.
Si è verificata una sovratemperatura ed è in-
tervenuta la protezione termica
(Vedere i cicli di lavoro).
Lasciare il generatore acceso e attendere che si raf-
freddi (10-15 minuti) fino al ripristino della protezione
e relativo spegnimento del led giallo.
Potenza di saldatura ridotta.
Cavi di collegamento in uscita non allacciati
correttamente.
Mancanza di una fase.
Controllare l’integrità dei cavi, che la pinza di massa
sia sufficiente e che sia applicata sul pezzo da sal-
dare pulito da ruggine, vernice o grasso.
Spruzzi eccessivi.
Arco di saldatura lungo.
Corrente di saldatura elevata.
Polarità torcia non corretta.
Abbassare il valore della corrente impostata.
Crateri.
Allontanamento rapido dell’elettrodo in staccata.
Inclusioni.
Cattiva pulizia o distribuzione delle passate. Movimento difettoso dell’elettrodo.
Penetrazione insufficiente.
Velocità di avanzamento elevata. Corrente di saldatura troppo bassa.
Incollature.
Arco di saldatura troppo corto.
Corrente troppo bassa.
Aumentare il valore della corrente impostata.
Soffiature e porosità.
Elettrodi umidi. Arco lungo. Polarità torcia non corretta.
Cricche.
Correnti troppo elevate. Materiali sporchi.
In TIG si fonde l’elettrodo.
Polarità torcia non corretta. Tipo di gas non adatto.







































































