















Operation Manual
W-2416Z
KAKA Industrial
®
- 7 -
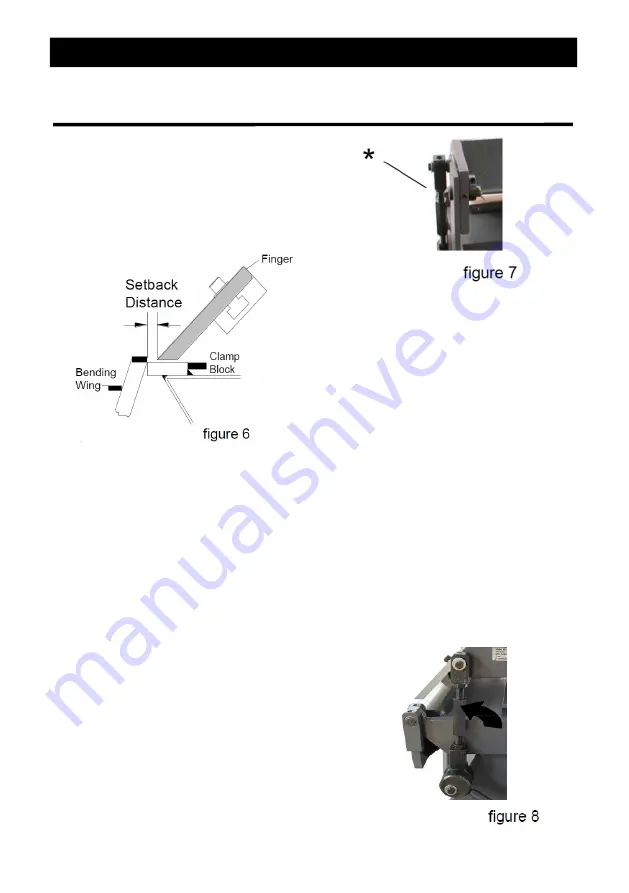
distance is determined by the gauge
(thickness) of the piece part and inside
radius of the bend. The setback is
typically 1-1/2 - 2 times the material
thickness.
1.To adjust, make sure all the fingers are
properly aligned to each other and the
hold down assembly is not locked in the
down position.
2.Loosen the setscrews at the back of the
hold down assembly as indicated by the
“
*
”
in (fig. 7). Insert a tool, such as an
allen wrench, into one of the spooked
holes of the eccentric hub and rotate it,
which moves the hold down assembly
either forward or back. When the fingers
are at the correct setback distance and
parallel to the clamp block edge, tighten
the setscrews
“
*
”
.
Adjusting the Clamping Pressure
The clamping pressure may have to be
adjusted as the thickness of the piece
part changes. A suitable pressure should
have a medium resistance when pulling
back on the hold down handle. At the end
of the stroke there should be a definite
locking of the piece part under the hold
down assembly.
1. Loosen the turnbuckle jam nuts on
both sides of the hold down assembly.
Rotate the two turnbuckles until the
desired tension is reached.
2. Retighten all four jam nuts.