














OM-192 440 Page 43
Description
Part
No.
Dia.
Mkgs.
Item
No.
Quantity
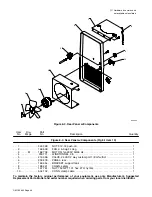
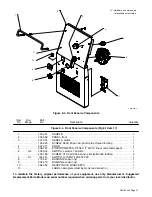
Figure 8-1. Main Assembly
1
203 481
PANEL, side
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2
151 187
LATCH, side flush
2
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3
134 464
LABEL, warning general precautionary
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4
205 868
DOOR ASSEMBLY
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
200 785
LABEL, parameter/consumables/polarity
1
. . . . . . . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5
+205 867
WRAPPER
1
. . .
. . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6
T1
192 375
TRANSFORMER, pwr main 200/230
1
. . .
. . . .
. .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7
Z
192 376
STABILIZER (including)
1
. . .
. . . .
. . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TP2
213 414
THERMOSTAT, NC, open 150C
1
. . . . . . . . .
. .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8
SR1
192 428
RECTIFIER (including)
1
. . .
. . .
. .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TP1
604 515
THERMOSTAT, NC, open 211F, close 186F
1
. . . . . . . . .
. .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
9
Fig 8-2
CENTER BAFFLE w/components
1
. . .
. . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10
Fig 8-3
PANEL, rear w/components
1
. . .
. . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11
PLG1
188 911
CORD SET, 250V 6-50p 8-10ga 3/c for 200/230
1
. . .
. .
.
. .
. . . . . . . . . . . . . . . . . . . . . . . . .
12
146 161
BASE
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13
135 390
AXLE
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14
186 758
WHEEL
2
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15
121 614
RING, retaining
2
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16
209 870
CASTER, swvl 4.00 in X 1.250 in poly
−
olefin
2
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . .
17
Fig 8-4
PANEL, front w/components
1
. . .
. . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18
196 328
CABLE, work 10’ no. 3 w/clamp & boot (including)
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . .
19
196 318
COVER, cable
1
. . .
. . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20
146 149
CABLE
1
. . .
. . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21
130 750
CLAMP, work
1
. . .
. . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22
227 715
M
−
25 GUN 12 ft .030
−
.035 WIRE (Fig 8-5)
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
220 747
REGULATOR/FLOWMETER, 10
−
50 CFH ARGON/CO2
1
. . . . . . . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . .
222 874
HOSE, assembly gas
1
. . . . . . . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
Summary of Contents for IronMan 250
Page 44: ...OM 192 440 Page 40 Notes ...
Page 54: ...Notes ...







































































