





























Programming: Programming contours
6.4
Path contours - Cartesian coordinates
6
196
TNC 320 | User's Manual
HEIDENHAIN Conversational Programming | 3/2014
6.4
Path contours - Cartesian coordinates
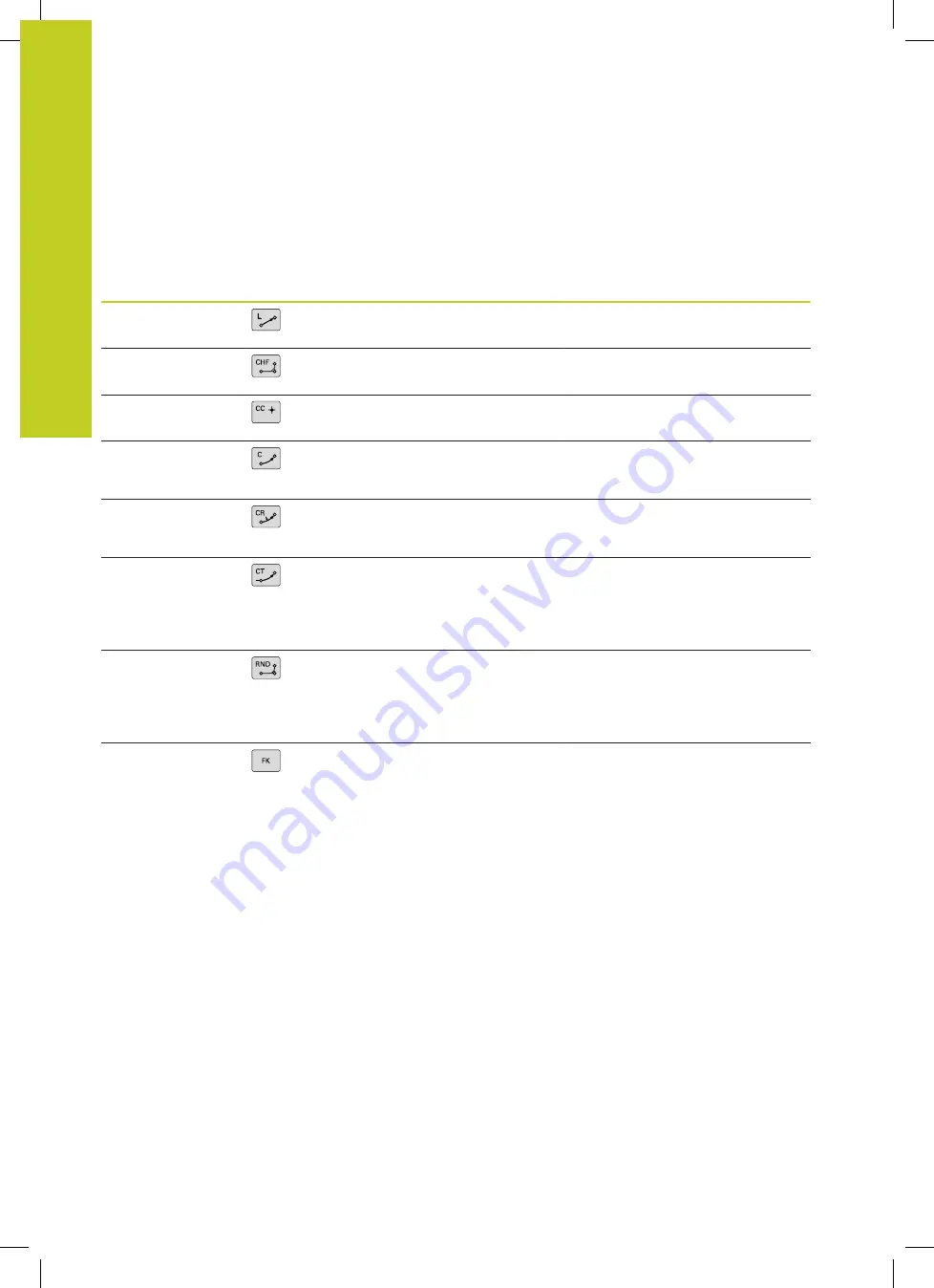
Overview of path functions
Function
Path function key
Tool movement
Required input
Page
Straight line
L
Straight line
Coordinates of the end
point of the straight line
Chamfer:
CHF
Chamfer between two
straight lines
Chamfer side length
Circle center
CC
None
Coordinates of the
circle center or pole
Circular arc
C
Circular arc around a
circle center CC to an
arc end point
Coordinates of the arc
end point, direction of
rotation
Circular arc
CR
Circular arc with a
certain radius
Coordinates of the arc
end point, arc radius,
direction of rotation
Kreisbogen
CT
Circular arc with
tangential connection
to the preceding and
subsequent contour
elements
Coordinates of the arc
end point
Corner rounding
RND
Circular arc with
tangential connection
to the preceding and
subsequent contour
elements
Rounding radius R
FK
free contour
programming
Straight line or
circular path with any
connection to the
preceding contour
element
Summary of Contents for TNC 320
Page 4: ...Controls of the TNC 4 TNC 320 User s Manual HEIDENHAIN Conversational Programming 3 2014 ...
Page 5: ...Fundamentals ...
Page 16: ...Contents 16 TNC 320 User s Manual HEIDENHAIN Conversational Programming 3 2014 ...
Page 43: ...1 First Steps with the TNC 320 ...
Page 63: ...2 Introduction ...
Page 81: ...3 Programming Fundamentals file management ...
Page 124: ......
Page 125: ...4 Programming Programming aids ...
Page 152: ......
Page 153: ...5 Programming Tools ...
Page 180: ......
Page 181: ...6 Programming Programming contours ...
Page 232: ......
Page 233: ...7 Programming Data transfer from DXF files or plain language contours ...
Page 251: ...8 Programming Subprograms and program section repeats ...
Page 267: ...9 Programming Q Parameters ...
Page 337: ...10 Programming Miscellaneous functions ...
Page 357: ...11 Programming Special functions ...
Page 379: ...12 Programming Multiple Axis Machining ...
Page 406: ......
Page 407: ...13 Manual operation and setup ...
Page 462: ......
Page 463: ...14 Positioning with Manual Data Input ...
Page 468: ......
Page 469: ...15 Test run and program run ...
Page 497: ...16 MOD functions ...
Page 525: ...17 Tables and overviews ...







































































