

























Revisione - 03
Date 01-2011
23
F
KJ 45/S
KJ 45/S
f3
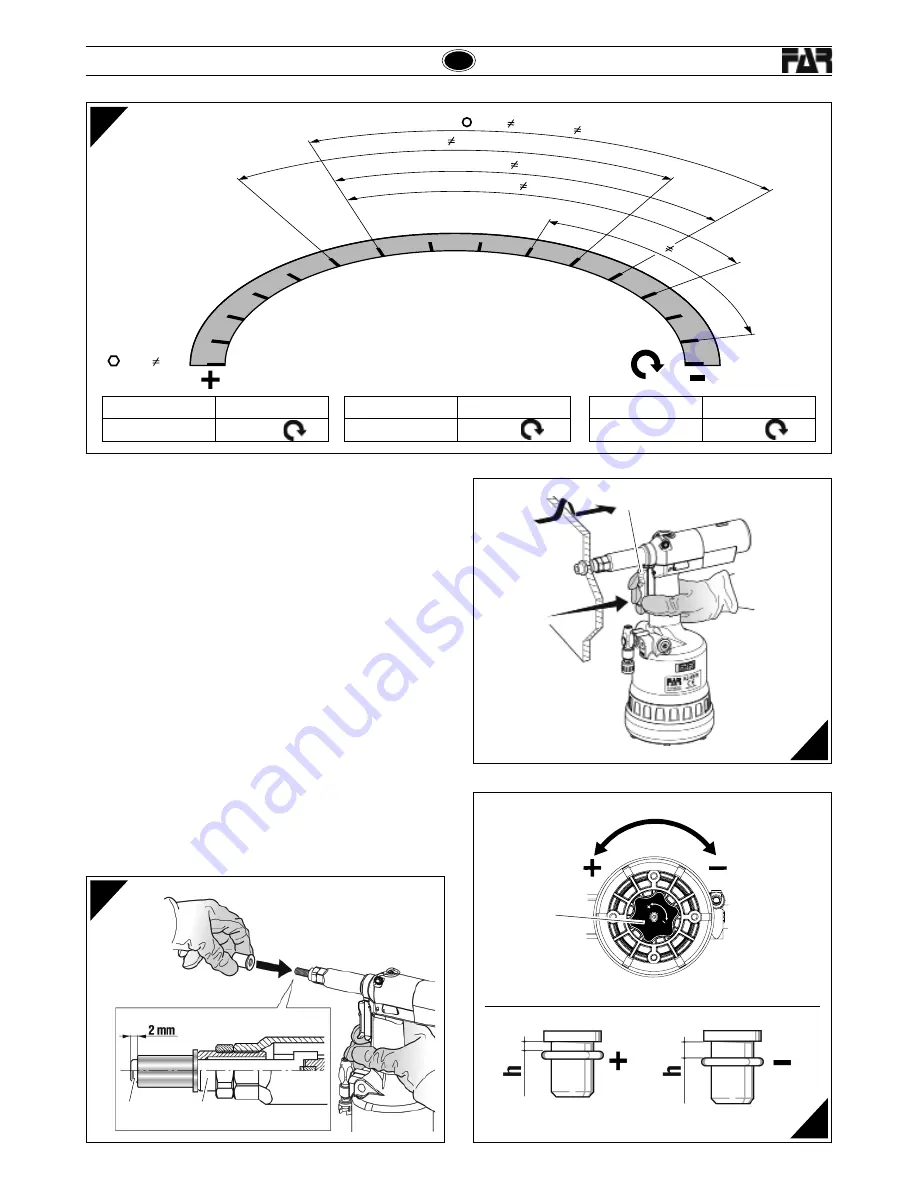
Course tirant min.
Tours (M)
~ 2 mm
0
Course tirant
Tours (M)
~ 0.4 mm
1
Course tirant max.
Tours (M)
~ 8 mm
15
0
1
2
3
4
5
6
7
9
8
10
11
12
13
14
15
M12
1 ÷ 4
M4
0.3 ÷
4
M5
0.5 ÷ 5
M8
0.8 ÷ 6
M10
1 ÷ 6
M12
1 ÷ 7
/
M6
0.5 ÷ 6
POSE DE L’INSERT
(fig.
f4-f5-f6
)
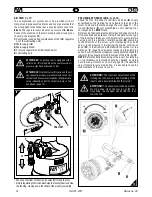
S’assurer que le groupe tirant fileté (
A
) et tête (
B
) monté sur la
riveteuse est adapté à la taille de l’insert à utiliser.
Régler la course comme indiqué (fig.
f2-f3
).
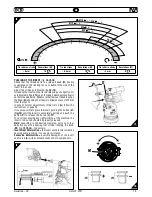
Introduire l’insert sur le tirant (
A
) et exercer sur celui-ci une légère
pression comme indiqué sur la figure
f4
, de sorte que l’insert se
visse automatiquement sur le tirant fileté. S’assurer que la tête de
l’insert est en butée contre la tête (
B
) en s’assurant que le tirant
(
A
) dépasse de l’insert de 2 mm.
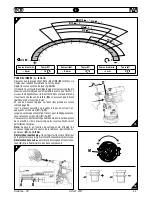
En cas de nouveau réglage du tirant (
A
), procéder comme
indiqué page 26.
Il est à présent possible de procéder à la pose de l’insert, en
appuyant sur le bouton (
D
) (fig.
f5
)
jusqu’au sertissage complet de l’insert, pour le dégagement du
tirant pressez sur le bouton (
P
) (fig.
f7
)
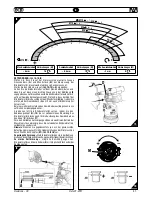
Pour assurer correctement la pose et donc le bon fonctionnement
de la machine, il est nécessaire que les inserts utilisés soient
parfaitement propres.
Note:
Au besoin, en fonction du serrage voulu, effectuer de
nouveaux réglages de la course de la riveteuse, par rotation du
pommeau (
M
) (fig.
f2-f3-f6
).
Déformation insuffi sante =
l’insert pourrait tourner à l’intérieur
du logement et compromettre le fonctionnement et la résistance.
Déformation excessive =
possibles dommages de l’insert et du
tirant (
A
) et probable rupture des deux composants.
D
M
f5
f4
f6
B
A






































































