







7
EN FVFA Series
North America
Only
4. If the flame arrestor sustained a burning event, thoroughly
inspect the element for any sign of damage. Replace the
element assembly if distorted crimps are visible, particularly
near the outer periphery of the flame element. Replace gaskets
if any damage is noted.
5. For best cleaning results, a high pressure sprayer with spray
wand should be used (1500 to 3000 psig / 103 to 207 bar) to
clean the entire element surface. The spray nozzle should be
held perpendicular to the surface being cleaned to maximize
spray media penetration into the element. Alternately spray
each side of the element surface until clean.
6. The cleaning interval should be governed by the amount and
type of particulate in the system to which it is installed and
must be determined by the user. To determine the maintenance
interval the user should check the element in the first few
months of operation to find how quickly particulate accumulates
in the cells.
Note
Under no circumstance should the element bank
be disassembled from its shell for cleaning
or replacement.
7. After cleaning, thoroughly inspect the element for damage. If
damaged, replace the element. Replace the element section as
a complete assembly.
Element Disassembly
▲
WARNING
Isolate gas supply and bring system to
atmospheric pressure to prevent ignitable gas
from flashing while performing maintenance.
1. Remove the top wing nuts.
2. Remove the hood and screen. It is not necessary to remove the
hex nuts located directly under the hood. These nuts are used
for positioning the hood.
△
CAUTION
The screen might have sharp edges. Use care
when handling.
3. Remove the upper nuts from the tensioning studs.
4. Remove the upper flange.
5. Remove the element assembly.
△
CAUTION
Some element assemblies are heavy and will
require the use of adequate equipment and
manpower to prevent injury.
Element Re-assembly
1. Thoroughly clean the gasket sealing faces being careful not to
damage the sealing surface. Lightly grease one side of a new
gasket and place it in the machined recess of the interior flange
on the conical sections and in the upper flange.
2. Replace the flame element assembly with a new assembly or
properly cleaned and inspected existing unit.
3. Re-assemble in the reverse order of disassembly.
4. Tighten the tensioning studs as detailed below:
△
CAUTION
Excessive or uneven torquing can cause
permanent damage to gaskets and housing.
Tools/Supplies Required:
• Torque wrench appropriate for the specified torque.
• Socket wrenches of the proper size to fit the hex nuts
being tightened.
• Molydisulfide based lubricating paste. Molykote
®
G-n
or equivalent.
• Brush suitable for applying lubricant to the studs.
• Wiping rags necessary for the clean-up of excessive lubricant.
Procedure:
1. Use studs and nuts that are free of visible contamination
and corrosion.
2. Apply lubricant to the threads of the stud protruding outboard
of the interior flanges and to the face of the hex nuts which
will contact the flange.
3. Assemble the nuts to the studs such that the amount of thread
extending outboard beyond the nut is approximately equal on
both ends.
4. Tighten the nuts to the values shown in Table 5 following the
designated sequence, repeating the sequence as shown.
Flange pattern tightening sequences are shown in Figure 5.
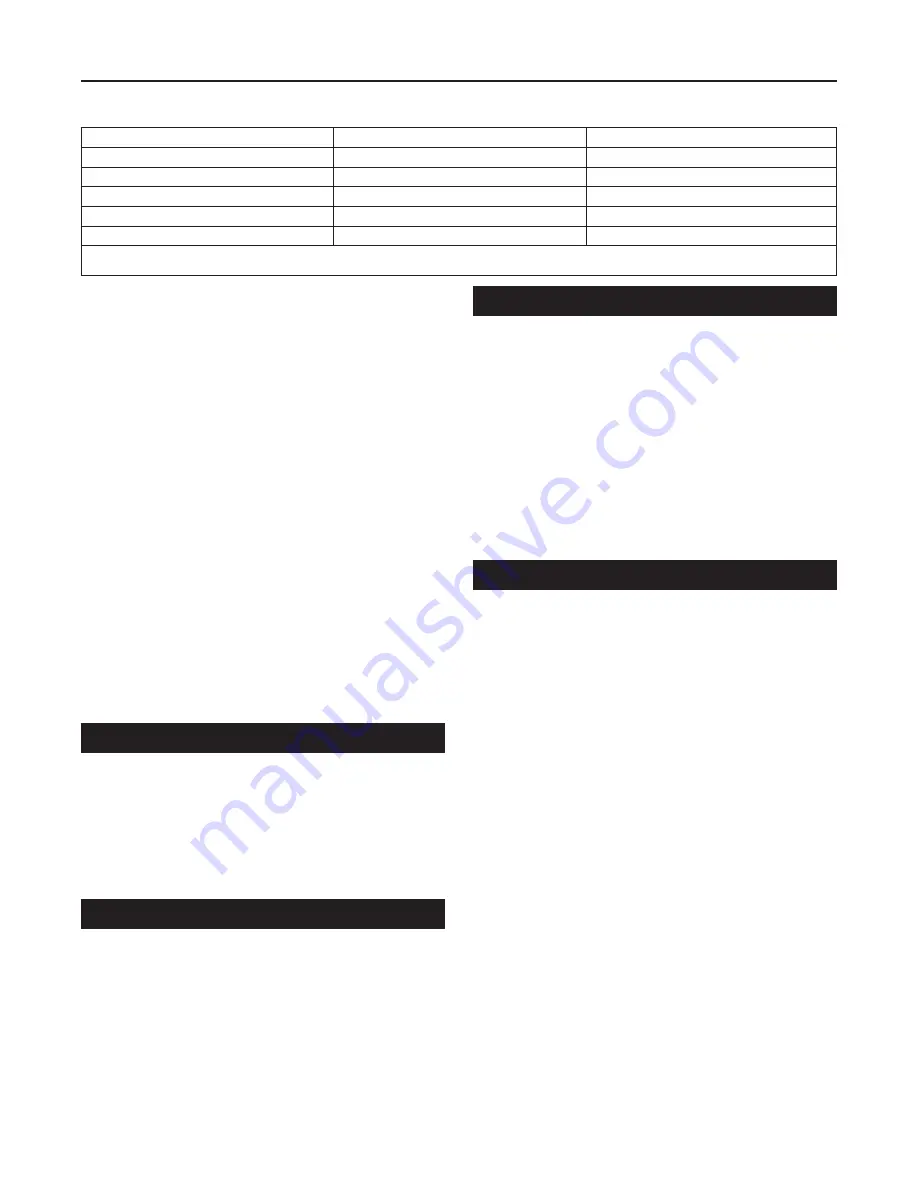
Table 6.
Torque
Correction Factors for Common Lubricants
DESCRIPTION
COEFFICIENT OF FRICTION
MULTIPLY TORQUE VALUE IN TABLE 6 BY
Machine Oil
f = 0.15
1.00
API SA2 Grease
f = 0.12
0.80
Nickel Based Lubricant
f = 0.11
0.73
Copper Based Lubricant
f = 0.10
0.67
Heavy-Duty Lubricating Paste
f = 0.06
0.40
NOTE: Carbon steel element assembly fasteners are provided with a low friction polymer coating. No additional lubrication should be required. When stainless steel fasteners are
provided, lubrication is recommended to reduce tightening torque and to prevent potential galling.
Molykote
®
G-n is a mark owned by Dow Corning Corporation.


























































