












11
11
TROuBLESHOOTING
TROUBLESHOOTING
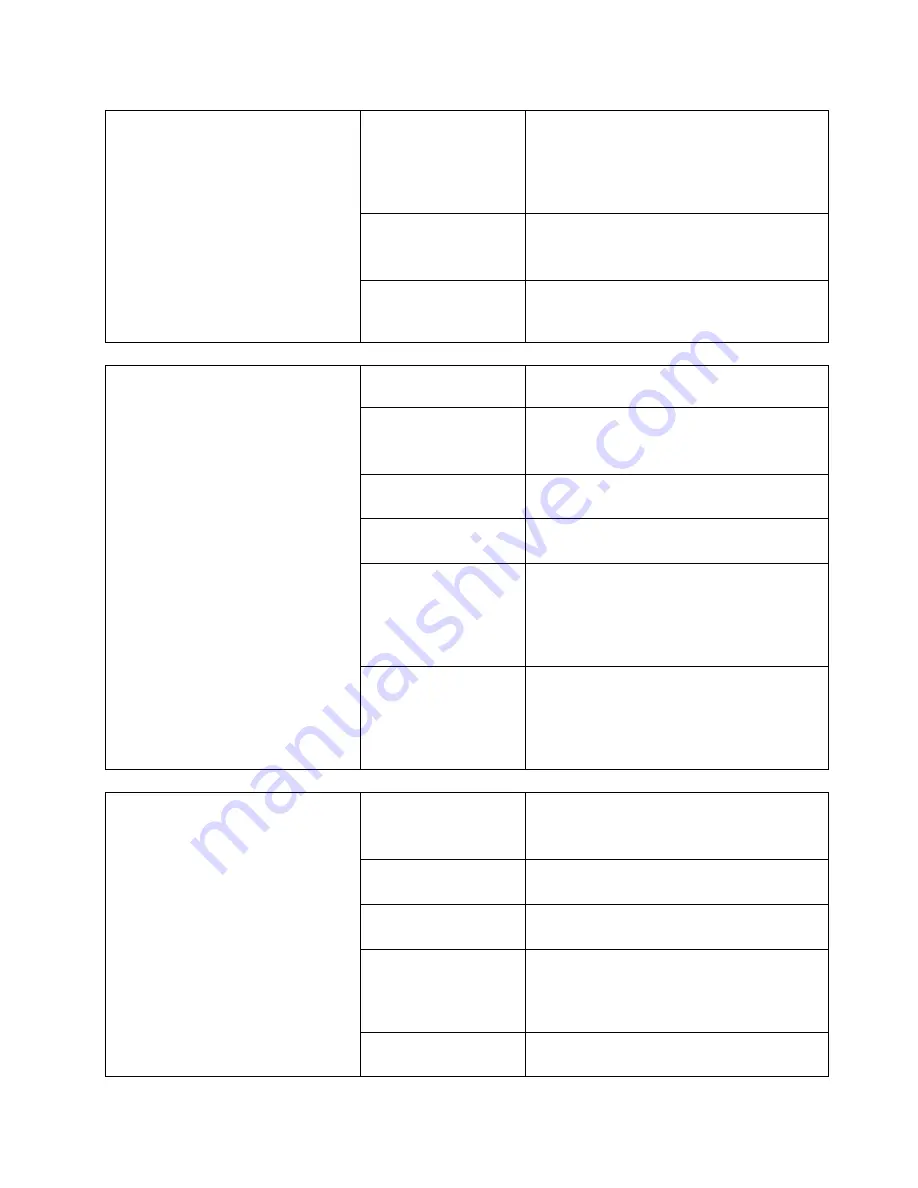
Problem
Cause
Fix
Arc is triggered but will not start
Incomplete Circuit
Check Ground connection. Make sure
that the ground is on a freshly cleaned
surface and close to the welding area. It is
suggested to weld towards the ground
connection.
Incorrect Tungsten
Consult chart for proper tungsten for the
base metal being welded. In most cases
Thoriated will be used for all steels.
No shielding gas
Make sure the shielding gas cylinder is
turned all the way open and set at the
correct flow rate.
Arc wanders and it is
hard to concentrate heat
in a specific area
Poorly prepped
tungsten
Follow guidelines for prepping tungsten.
Poor Gas Flow
Adjust the flow rate of the shielding gas
(refer to settings chart). Check for loose
fittings where gas could be leaking.
Contaminated
Tungsten
Remove tungsten from torch and break
off contaminated section and resharpen.
Incorrect arc length Make sure the tungsten is held 1/8 to 1/4
inch off the work piece.
Incomplete circuit
Check Ground connection. Make sure
that the ground is on a freshly cleaned
surface and close to the welding area. It
is suggested to weld towards the ground
connection.
Contaminated base
metal
Clean base metal making sure to remove
any oil, debris, coatings, or moisture. If
base metal is aluminum make sure all of
the oxide is removed using either a
dedicated stainless brush or flap wheel.
Porosity in weld bead
Poor Gas Flow
Adjust the flow rate of the shielding gas
(refer to settings chart). Check for loose
fittings where gas could be leaking.
Contaminated filler
metal
Clean filler metal making sure to remove
any oil, debris, or moisture.
Contaminated base
metal
Clean base metal making sure to remove
any oil, debris, coatings, or moisture.
Poor Shielding
Make sure to be in an area with no wind
and with any fans turned off. Wind or
fans will blow the shielding gas away
from the weld causing porosity.
Incorrect Tungsten
Stick Out
Adjust the tungsten so that 1/8 to ¼ inch
is sticking out of the collet.







































































