















37/38
CybTouch 8 P User Manual
S
ep
.
2019
V2.1
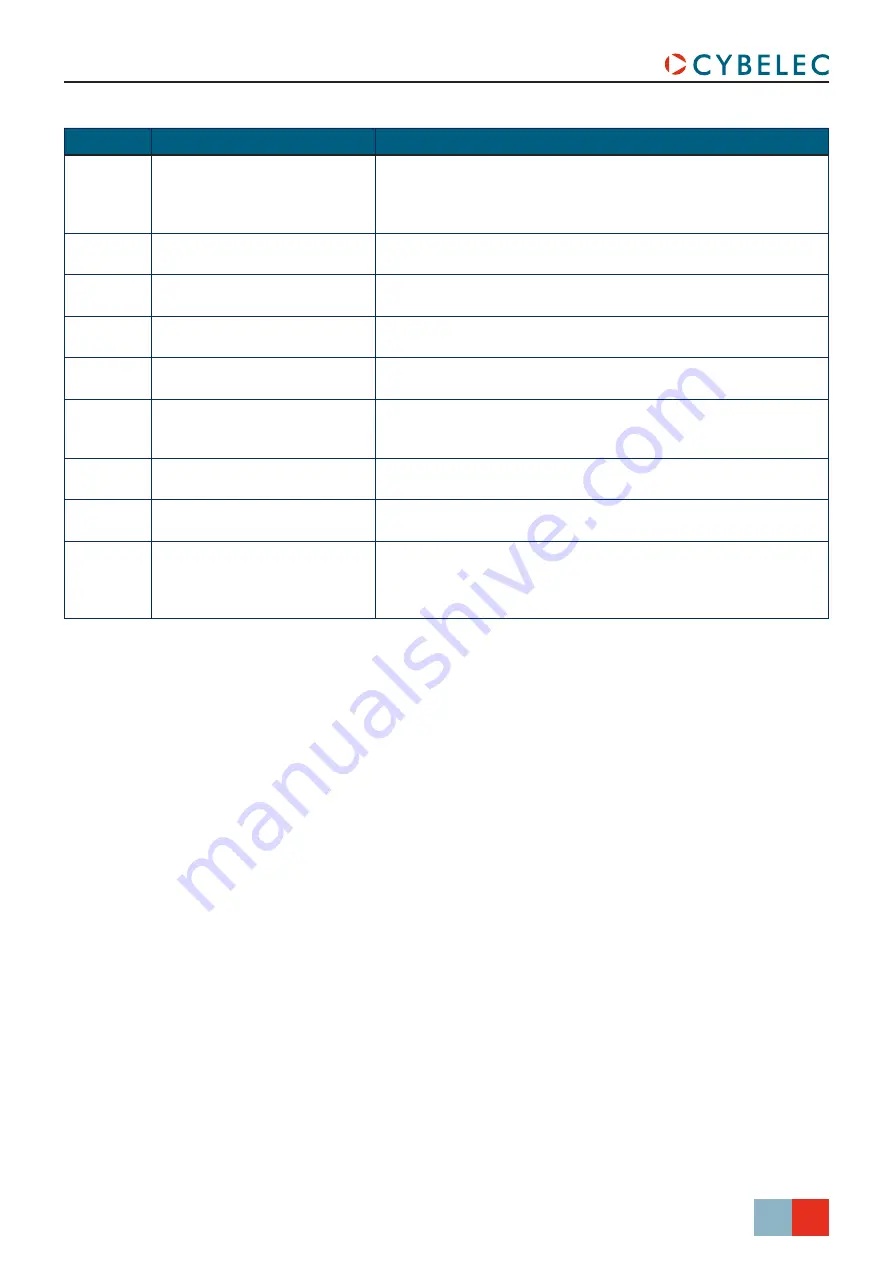
M
SG
n
r
.
M
eSSaGe
d
eScripTion
E67
Fw Axes Error 39 [Speed
tracking error]
This is a regulator error. The axis could not follow its trajectory.
It may be due to higher friction, resistance or an obstacle on the
axis movement. It may also be a drive problem.
Call a technician.
E68
Fw Axes Error 316 [MinPosition
or MaxPosition outside limit ! ]
Axis position counter is out of max or min limit.
Verify physical axis position and set the axis counter accordingly.
E69
“Downward command” digital
input not configured
While configuring (setting up) the NC, dedicated input or output
are not configured but are requested to run properly.
E70
Progr. angle is smaller than the
die angle
The programmed angle is smaller than the die angle. Change die.
E71
Progr. angle is smaller than the
punch angle
The programmed angle is smaller than the punch angle. Change
punch.
E72
Depth safety
The calculated angle causes the punch, material, and die to
collide and approach coining mode. Operator must confirm to
proceed.
E73
“Comm. HS-LS beam” digital
input not configured
While configuring (setting up) the NC, dedicated input or output
are not configured but are requested to run properly.
E74
“Beam” encoder not
configured
This message is displayed on PL types of machine, where the
“Beam” encoder must be configured.
E75
Next program error
This message appears when there has been a problem with the
Next-Part Function (see page 27)
. It can be either a problem
while changing mode, that the next part doesn't exist, or could
not be read.





















































