

























5/38
CybTouch 8 P User Manual
S
ep
.
2019
V2.1
(
)
→
Other menus
→
User preference
u
Ser
p
referenceS
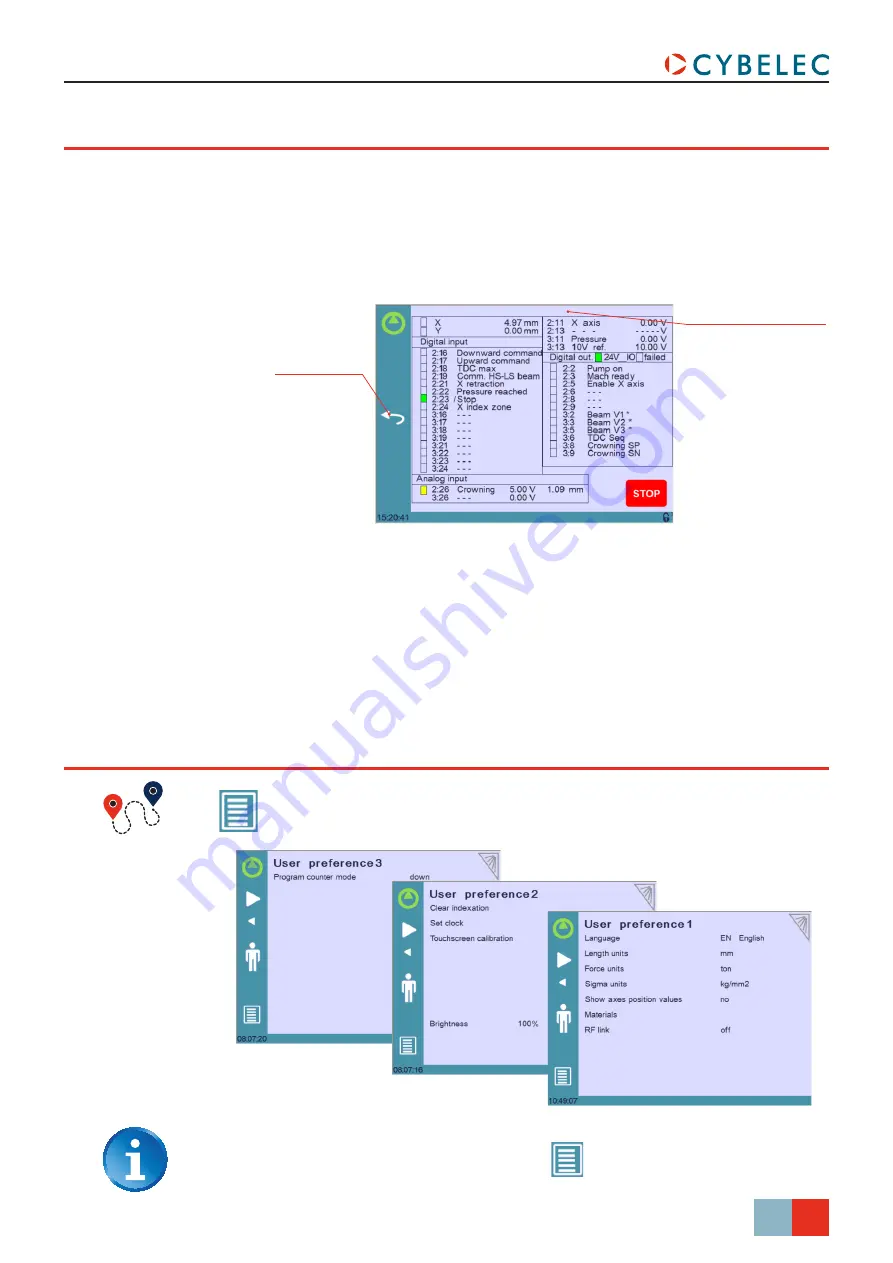
The Status page shows the status of all inputs and outputs and axes positions of the NC.
This feature is very useful during setup or during phone service with a machine installed in
the field.
This page is accessed from anywhere by pressing the
Status Pages Zone (see page 4)
To exit the Status page, press on the arrow on the left.
S
TaTuS
paGe
To exit the User Preference page, touch the
button.
Press arrow to
exit Status Page
On the upper line, a cycle
message may appear
indicating the cycle phase
the machine is executing







































































