
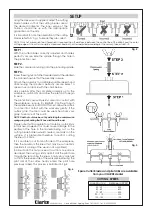

SETUP
Using the Hex. wrench supplied, adjust the cutting
blade holders so that the cutting blades are at
the desired diameter. The inner edge of the
holders should line up with the appropriate
graduation on the arm.
It is important to note the orientation of the cutting
blades, refer to ‘A’ Fig. 1 to ensure they are correct.
Fig. 1
Fig. 2
Fig. 3
Fig. 4
STEP 1.
With the cutter blades correctly adjusted and holders
perfectly secure, slide the spindle through the hole in
the protection cowl.
STEP 2.
Slide the compression spring on to the protruding spindle.
STEP 3.
Screw the wing nut on to the threaded end of the spindle in
the manner shown so that the assembly is secure.
Attach the assembly to a suitable variable speed hand
drill ensuring the spindle is perfectly secure. Select a
speed in accordance with the chart below.
Very carefully offer the complete assembly up to the
workpiece, switch ON and allow the pilot drill to begin
its work.
The protection cowl will quickly come into contact with
the workpiece....ensure it is SQUARE. Continue to push
the spindle inwards, but DO NOT force it, allow the cutters
to come into contact with the work very gently. If the
cutters grab, the tool could be wrenched from your
grasp. Take care at this point.
NOTE: Depth of cut may be set by adjusting the compression
spring wing nut, noting that it has a left hand thread.
Please note that it is possible to cut material, up to 34mm
in thickness. However, this could cause damage to the
perifery of the hole in the material being cut, as the
cutting blade hoIders would create score marks on the
surface. It is preferable therefore to restrict cutting
thickness to 30mm.
If it is possible to cut from both sides of the workpiece,
then the maximum thickness that may be cut is 60mm
(or 68mm if scoring of the work is not a problem).
In order to do this, first proceed to cut from one side as
described, then using a 8mm drill bit, drill the pilot hole
through the remaining thickness. Finally, very carefully
cut from the reverse side of the workpiece ensuring the
pilot drill of the cutter, neatly enters the pilot hole
previously drilled. This process is illustrated in Fig.4
Spare Cutter Blades and pilot drills are available
from your CLARKE dealer
Hemnall Street, Epping, Essex CM16 4LG: Tel: 019925 565300
CUTTING SPEEDS
Hole Dia (mm)
Drill Speed (RPM)
40 - 49 ......................... 800
50 - 69 ......................... 600
70 - 89 ......................... 400
90 - 119 ........................ 200
120 - 180 ....................... 100
NOTE: This is not a precision tool. If precision is required. then the distance between the centre line of the drill bit and the outer
cutting edge of the cutter should be measured, and both cutters adjusted accordingly. If necessary, take a trial
cut.