


























22
4.3 Torch switch control current
4.4 Argon Arc Welding Operation
4.4.1 TIG welding
(
4T operation
)
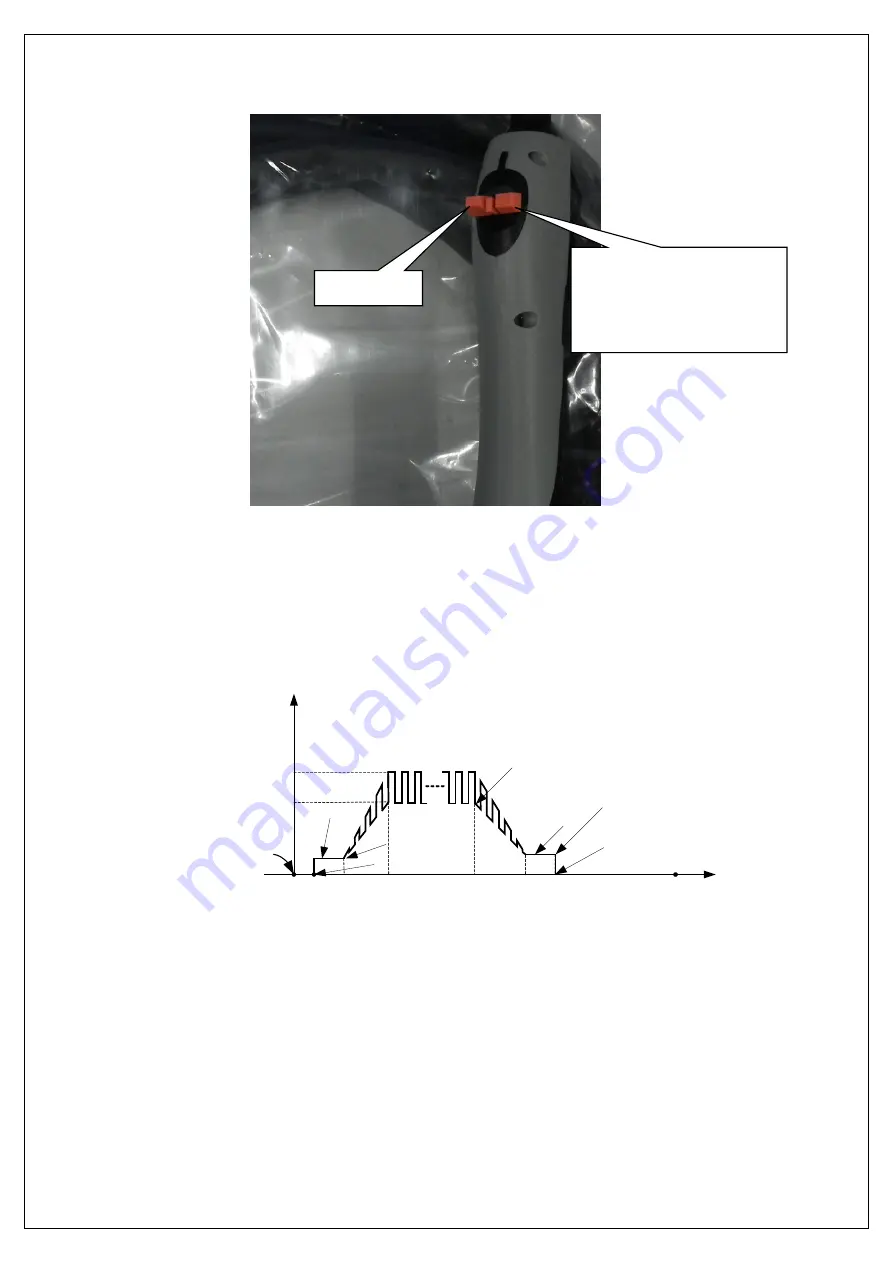
The start current and crater current can be pre-set. This function can compensate the possible crater that appears
at the beginning and end of the welding. Thus, 4T is suitable for the welding of medium thickness plates.
Pulsed TIG long welding
(
4T
)
:
t( s)
0
I( A)
Loosen the
switch
t1
t5
t7
Striking success
Stop arc
t3
t4
Base current setting
value
t2
t6
Loosen the
switch
Repress down the
switch
Start
current
Crater
current
Welding current (peak
current) setting value
Press and hold the
welding gun switch
Introduction
:
0
:
Press and hold the Torch switch, Electromagnetic gas valve is turned on. The
shielding gas starts to flow;
0
~
t1
:
Pre flow time, adjustment range of pre flow time :0.1~1.0S;
t1
:
Striking success, adjustment range of start current: 5~200A;
t2
:
Release the Torch switch, the output current slopes up from start current; if the output pulse
function is turned on, the output current is pulsed;
Torch switch
Adjust current button, when
it’s pushed up, the current
increases, when it’s pushed
down, the current decreases.







































































