




























INSTRUCTION MANUAL
Semi-automatic BOV Filling Machine Z-2323
A0310.02.2323.905.1.EN
Page 26/39
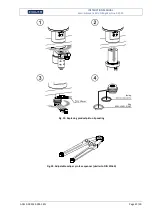
7.
Maintenance of Z-2323
Conditions of the functional reliability and life of pneumatic control
systems
Work safety and life of the pneumatic system to a substantial degree depend on the preparation of
compressed air. Polluting compressed air with e.g. scale, rust, dust, as well as liquid ingredients in
the air such as condensed steam, may cause a lot of damage to pneumatic devices. Such pollutants
contribute to rubbing smooth surfaces and sealing elements. It makes it difficult for pneumatic
elements to function properly and shortens their life. Starting and switching off the compressor
causes pressure fluctuations, which exert an unfavorable influence on the functioning of the
system. In order to eliminate these influences, every pneumatic control system must be equipped
with devices preparing compressed air.
Air must always be so clean that it could not cause any disturbances or damage. Because every filter
causes resistance to flow as well, compressed air should be, from the economy point of view, always
only as clean as it is necessary. The quality of compressed air is described with accuracy classes
according to the ISO 8573-1 norm.
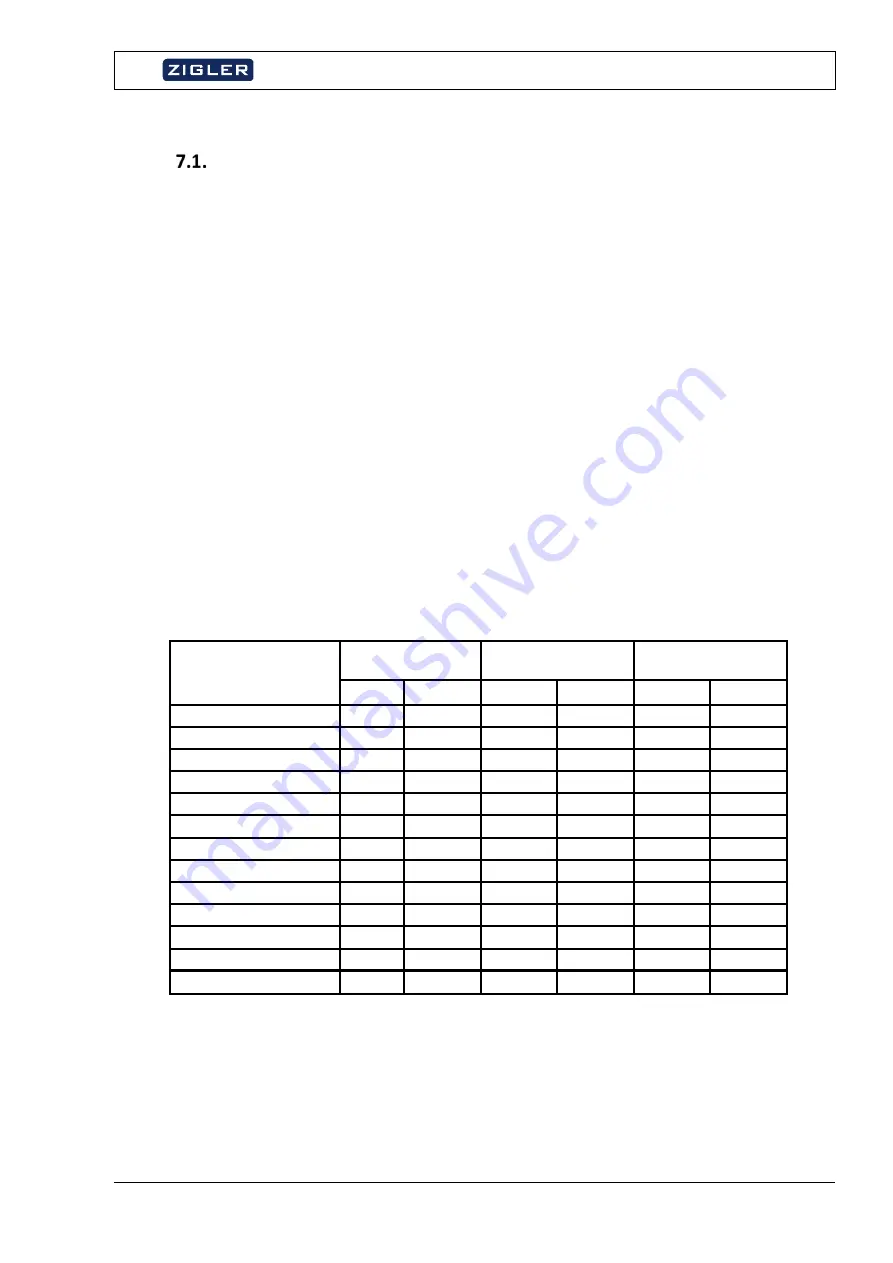
Tab. 2. Class of air quality requirements for specific applications
APPLICATION
SOLID PARTICLES
PRESSURE
SATURATION POINT
OIL CONTENT
Class
(
µ
m)
Class
(
0
C)
Class
(mg/m
3
)
Mining industry
5
40
7
-
5
25
Cleaning
5
40
6
+10
4
5
Welding machines
5
40
6
+10
5
25
Tools
5
40
4
+3
5
25
Pneumatic operators
5
40
4
+3
5
25
Pneumatic valves
3
÷
5
5
÷
40
4
+3
5
25
Packaging machines
5
40
4
+3
3
1
Precision limiters
3
5
4
+3
3
1
Air for measurements
2
1
4
+3
3
1
Stored air
2
1
3
-20
3
1
Sensorics
2
1
2
÷
3
-40
÷
-20
2
0,1
Food products
2
1
4
+3
1
0,01
Photography processing
1
0,01
÷
0,1
2
-40
1
0,01
Содержание Z-2323
Страница 42: ...PNEUMATIC DIAGRAMS ...
Страница 44: ...SPARE PARTS LIST WITH TECHNICAL DRAWINGS ...







































































