





























For Service Engineers
Service Information
SI1906002E-001=YSP10 installation and adjustment procedures
65/120
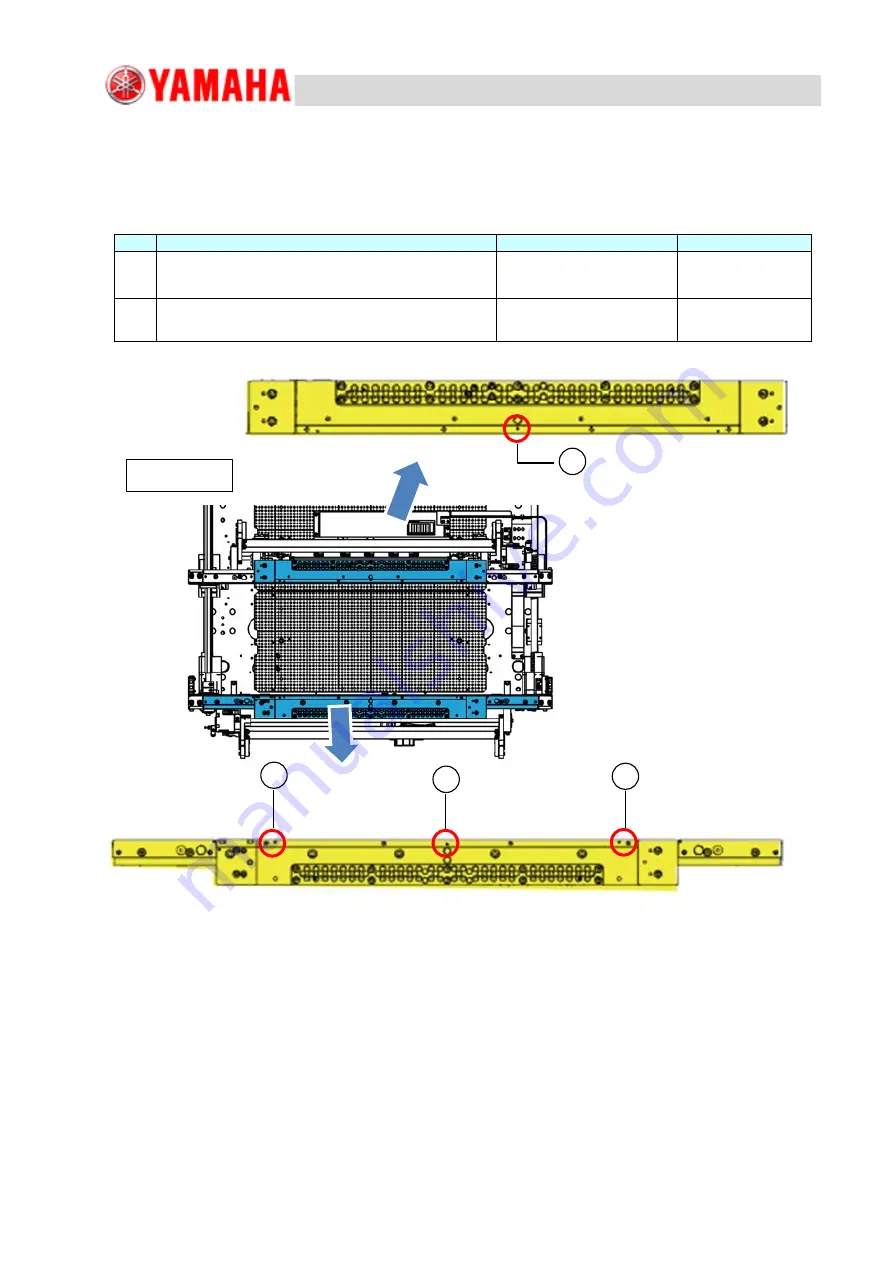
13.3. Reference marks used for adjustment
Upon adjusting in this section, the following marks on conveyor are used.
When a recognition error occurs, perform cleaning or mark adjust.
No.
Perform
[Mark No.] setting
Remark
1
“13.11.2 Adjust the PCB camera’s scale and position”
“13.11.3 Adjust the inspection camera’s scale and
2 for PCB camera
7 for inspection camera
Circle
φ2mm
2
“13.7 Adjust the R-axis initial positions”
“13.8 Adjust the R-axis linearity”
2
Circle
φ
2mm
1
Print table
1
1
2
2





















































