























Maintenance
2124
−
3/A1
RT-flex58T-D
Winterthur Gas & Diesel Ltd.
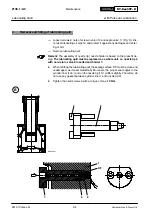
Tools:
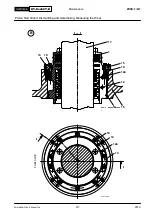
Key to Illustrations:
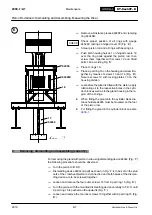
1 Wear ridge grinding device 94299
1 Roller support
9 Thread nozzle
2 Holder
10 Carbide milling cutter
3 Holder
11 Cylinder liner
4 Spacer roller
12 Top piston ring
5 Pipe (column)
6 Grinder
7 Air hose
SI Scavenge port
8 Hose oiler
SN Lubricating grooves
1.
General
Due to wear in the cylinder liner a ridge is formed on top to where the piston rings do
not reach. By that also the lubricating grooves in the cylinder liner lose their depth,
and the corner radii of the scavenge port edges become smaller.
After every piston removal measure the bore of the cylinder liner (see
) and
remedy any irregularities. For that the following points are of importance:
D
Protect the space below the cylinder liner from falling particles.
D
After completing the reconditioning, clean the bore of the cylinder liner thor-
oughly (particularly the lubricating grooves).
D
Remove waste particles which may have passed into the scavenge space
through the ports.
D
Actuate the cylinder lubrication until oil flows from all the lubricating points,
thereby flushing away any metal dust.
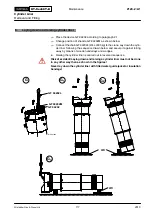
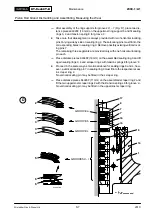
2.
Removing wear ridge
When grinding away the wear ridge take greatest care not to damage the running
surface. The machining of the wear ridge has to be carried out as shown in Fig. ’B’.
Therefore, always use wear ridge grinding device 94299 for carrying out this work.
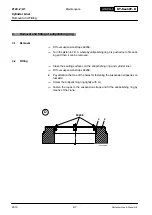
3.
Re-dressing the lubricating grooves
If the depth of the lubricating grooves has worn to less than 1.5 mm, re-dress them
to their original depth and slightly round their edges with an oil stone.
Remark:
There are two possible lubricating groove-machining options according
to section
I-I
in Fig. ’A’.
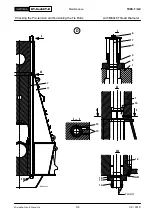
4.
Re-dressing edges on scavenge ports
The shape of the scavenge ports shown in Fig. ’A’ corresponds to new cylinder lin-
ers. When reconditioning (depending on the degree of wear or damage) aim at
matching these shapes. Take care not to damage the running surface in the cylin-
der liner bore! Polish (round) the passages into the running surface with emery
cloth.
Cylinder Liner
Removing Wear Ridge, Re-dressing Lubricating Grooves and Scavenge Ports
2013
Содержание WARTSILA RT-flex58T-D
Страница 8: ...Intentionally blank ...
Страница 10: ...Intentionally blank ...
Страница 12: ...Intentionally blank ...
Страница 14: ...Intentionally blank ...
Страница 20: ...Intentionally blank ...
Страница 32: ...Intentionally blank ...
Страница 58: ...Intentionally blank ...
Страница 66: ...Intentionally blank ...
Страница 72: ...Intentionally blank ...
Страница 84: ...Intentionally blank ...
Страница 88: ...Intentionally blank ...
Страница 92: ...Intentionally blank ...
Страница 120: ...Intentionally blank ...
Страница 122: ...Intentionally blank ...
Страница 124: ...Intentionally blank ...
Страница 132: ...Intentionally blank ...
Страница 136: ...Intentionally blank ...
Страница 148: ...Intentionally blank ...
Страница 152: ...Intentionally blank ...
Страница 156: ...Intentionally blank ...
Страница 168: ...Intentionally blank ...
Страница 176: ...Intentionally blank ...
Страница 186: ...Intentionally blank ...
Страница 192: ...Intentionally blank ...
Страница 196: ...Intentionally blank ...
Страница 200: ...Intentionally blank ...
Страница 214: ...Intentionally blank ...
Страница 234: ...Intentionally blank ...
Страница 238: ...Intentionally blank ...
Страница 242: ...Intentionally blank ...
Страница 256: ...Intentionally blank ...
Страница 264: ...Intentionally blank ...
Страница 272: ...Intentionally blank ...
Страница 280: ...Intentionally blank ...
Страница 282: ...Intentionally blank ...
Страница 290: ...Intentionally blank ...
Страница 296: ...Intentionally blank ...
Страница 300: ...Intentionally blank ...
Страница 312: ...Intentionally blank ...
Страница 314: ...Intentionally blank ...
Страница 318: ...Intentionally blank ...
Страница 334: ...Intentionally blank ...
Страница 340: ...Intentionally blank ...
Страница 348: ...Intentionally blank ...
Страница 352: ...Intentionally blank ...
Страница 356: ...Intentionally blank ...
Страница 358: ...Intentionally blank ...
Страница 362: ...Intentionally blank ...
Страница 366: ...Intentionally blank ...
Страница 370: ...Intentionally blank ...
Страница 380: ...Intentionally blank ...
Страница 384: ...Intentionally blank ...
Страница 386: ...Intentionally blank ...
Страница 392: ...Intentionally blank ...
Страница 402: ...Intentionally blank ...
Страница 412: ...Intentionally blank ...
Страница 414: ...Intentionally blank ...
Страница 438: ...Intentionally blank ...
Страница 440: ...Intentionally blank ...
Страница 444: ...Intentionally blank ...
Страница 454: ...Intentionally blank ...
Страница 498: ...Intentionally blank ...