

















Maintenance
4325
−
1/A1
RT-flex58T-D
Winterthur Gas & Diesel Ltd.
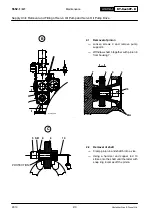
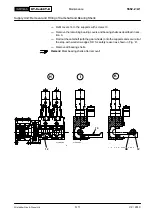
Key to Illustrations:
1 Valve seat
16 Handwheel
2 Cover
17 Locking lever
3 Spring
18 Common start valve
4 Valve
19 Stopper
5 Spindle
6 Spindle guide
7 Valve seat
BB Balance bore
8 Valve guide
CA* Control air
9 Spring
IP* To instrument panel and
10 Valve body
pressure transmitter PT 4301C
11 Control valve
TV* To (drain and) test valve 2.06
12 Piston seal ring
VV* To venting valve 2.21
13 Piston
14 Valve
* See Control Diagram 4003
−
2
15 Screw plug
in the Operating Manual
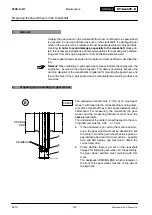
1.
General
The shut-off valve must be dismantled, cleaned and inspected according to Main-
tenance Schedule
Remark:
To avoid accumulation of water in the main starting air piping open for a
short time water drain pipe on the main starting air piping after each starting opera-
tion.
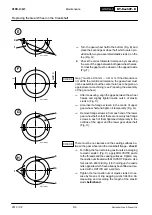
Risk of accident!
Before starting work on the shut-off valve for starting air it is es-
sential to manually close the stop valves on the starting air receivers.
The turning gear must be engaged.
Venting valve 2.21 to connection ’VV’ as well as venting valve 2.27 must be
opened for venting and draining the main starting air piping on the engine (see
Control Diagram 4003
−
2 in the Operating Manual).
2.
Dismantling and assembly
2.1
Dismantling
⇒
If valve seat 1 is to be grind in, first loosen the screws to cover 2.
⇒
Withdraw spring 3 together with valve 4 and spindle 5 as an unit.
⇒
Unscrew spindle guide 6 and remove the valve from the spindle.
⇒
If valve seat 7 of the non-return valve is to be grind in, then the shut-off valve
must be completely dismantled.
⇒
After dismantling valve guide 8, stopper 19 and spring 9 remove valve body 10
of the non-return valve.
D
When the above mentioned items are being checked, control valve 11 has
also to be dismantled and cleaned.
2013
Shut-off Valve for Starting Air
Cleaning and Function Check
Содержание WARTSILA RT-flex58T-D
Страница 8: ...Intentionally blank ...
Страница 10: ...Intentionally blank ...
Страница 12: ...Intentionally blank ...
Страница 14: ...Intentionally blank ...
Страница 20: ...Intentionally blank ...
Страница 32: ...Intentionally blank ...
Страница 58: ...Intentionally blank ...
Страница 66: ...Intentionally blank ...
Страница 72: ...Intentionally blank ...
Страница 84: ...Intentionally blank ...
Страница 88: ...Intentionally blank ...
Страница 92: ...Intentionally blank ...
Страница 120: ...Intentionally blank ...
Страница 122: ...Intentionally blank ...
Страница 124: ...Intentionally blank ...
Страница 132: ...Intentionally blank ...
Страница 136: ...Intentionally blank ...
Страница 148: ...Intentionally blank ...
Страница 152: ...Intentionally blank ...
Страница 156: ...Intentionally blank ...
Страница 168: ...Intentionally blank ...
Страница 176: ...Intentionally blank ...
Страница 186: ...Intentionally blank ...
Страница 192: ...Intentionally blank ...
Страница 196: ...Intentionally blank ...
Страница 200: ...Intentionally blank ...
Страница 214: ...Intentionally blank ...
Страница 234: ...Intentionally blank ...
Страница 238: ...Intentionally blank ...
Страница 242: ...Intentionally blank ...
Страница 256: ...Intentionally blank ...
Страница 264: ...Intentionally blank ...
Страница 272: ...Intentionally blank ...
Страница 280: ...Intentionally blank ...
Страница 282: ...Intentionally blank ...
Страница 290: ...Intentionally blank ...
Страница 296: ...Intentionally blank ...
Страница 300: ...Intentionally blank ...
Страница 312: ...Intentionally blank ...
Страница 314: ...Intentionally blank ...
Страница 318: ...Intentionally blank ...
Страница 334: ...Intentionally blank ...
Страница 340: ...Intentionally blank ...
Страница 348: ...Intentionally blank ...
Страница 352: ...Intentionally blank ...
Страница 356: ...Intentionally blank ...
Страница 358: ...Intentionally blank ...
Страница 362: ...Intentionally blank ...
Страница 366: ...Intentionally blank ...
Страница 370: ...Intentionally blank ...
Страница 380: ...Intentionally blank ...
Страница 384: ...Intentionally blank ...
Страница 386: ...Intentionally blank ...
Страница 392: ...Intentionally blank ...
Страница 402: ...Intentionally blank ...
Страница 412: ...Intentionally blank ...
Страница 414: ...Intentionally blank ...
Страница 438: ...Intentionally blank ...
Страница 440: ...Intentionally blank ...
Страница 444: ...Intentionally blank ...
Страница 454: ...Intentionally blank ...
Страница 498: ...Intentionally blank ...