




























APPENDIX B: ELECTRICAL AND DATA CONNECTIONS
HF25D DC RESISTANCE WELDING SYSTEM
B-8
990-333
FOOT SWITCH Connector Pin Assignment Summary
Signal Destinations
Pin
No.
Name Type TB
Cntrol
Board
Voltage Max
Current
I/O Comments
1 CGND -- 2-15 J1-15
CGND -- --
Chassis
ground
2
FOOT1
Digital
2-16
J1-16
+24V
10mA
I
Foot switch SW1 (Level 1)
normally open contact
3
FOOT2
Digital
2-17
J1-17
+24V
10mA
I
Foot switch SW2 (Level 2)
normally closed contact
4
FOOTG
Digital
2-18
J1-18
SGND
20mA
I
Foot switch signal ground
Remote Schedule Selection Inputs
Function
The are two ways to use the remote schedule selection inputs:
•
Schedule Selection Function
•
Schedule Initiation Function
Schedule Selection Function
All weld schedules must be entered and saved to the Control memory locally, through the Control
control panel. Once they are saved, they can be recalled prior to initiating the weld process by placing a
BCD value on the remote schedule selection lines. This may be done with either an external
programmed logic controller (PLC) or host computer.
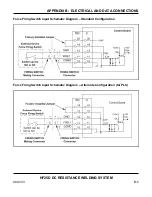
The
INHIBIT
output signal from the Control can be used to prevent the PLC from beginning a new
welding process. The STOP output signal from the Control can be used to terminate the active weld
process under an emergency condition. Typical PLC timing in relationship to weld head timing is
shown in the PLC Timing Diagram on the next page.
Содержание HF25A
Страница 9: ...HF25D DC RESISTANCE WELDING SYSTEM 990 333 ix ...
Страница 10: ......
Страница 20: ......
Страница 84: ...CHAPTER 6 CALIBRATION HF25D DC RESISTANCE WELDING SYSTEM 990 333 6 4 Final Calibration Setup ...
Страница 113: ......
Страница 129: ......
Страница 153: ......
Страница 171: ......







































































