





























23
Model 214B BEVELMASTER
®
92-1500 : Rev. 140425
CAUTION:
NOTE:
A minimum of ten (10) threads must be engaged to prevent the threads from
stripping during the machining operation.
Verify a clearance of 1/8” (3 mm) minimum between the tool bit and the pipe face.
Make sure there's a clearance between the tool bit(s) and the mandrel.
MACHINING SEQUENCE
Electric Motor
Attach the power cord to the proper AC outlet.
Depress the trigger.
Adjust the cutting speed by rotating the speed control dial on the trigger.
Air Motor
Attach the proper air supply line to the Model 214B.
Depress the air motor trigger.
DO NOT OVERRIDE THE DEADMAN SWITCH. Locking down, obstructing,
or in any way defeating the deadman switch on this unit may result in serious
injury.
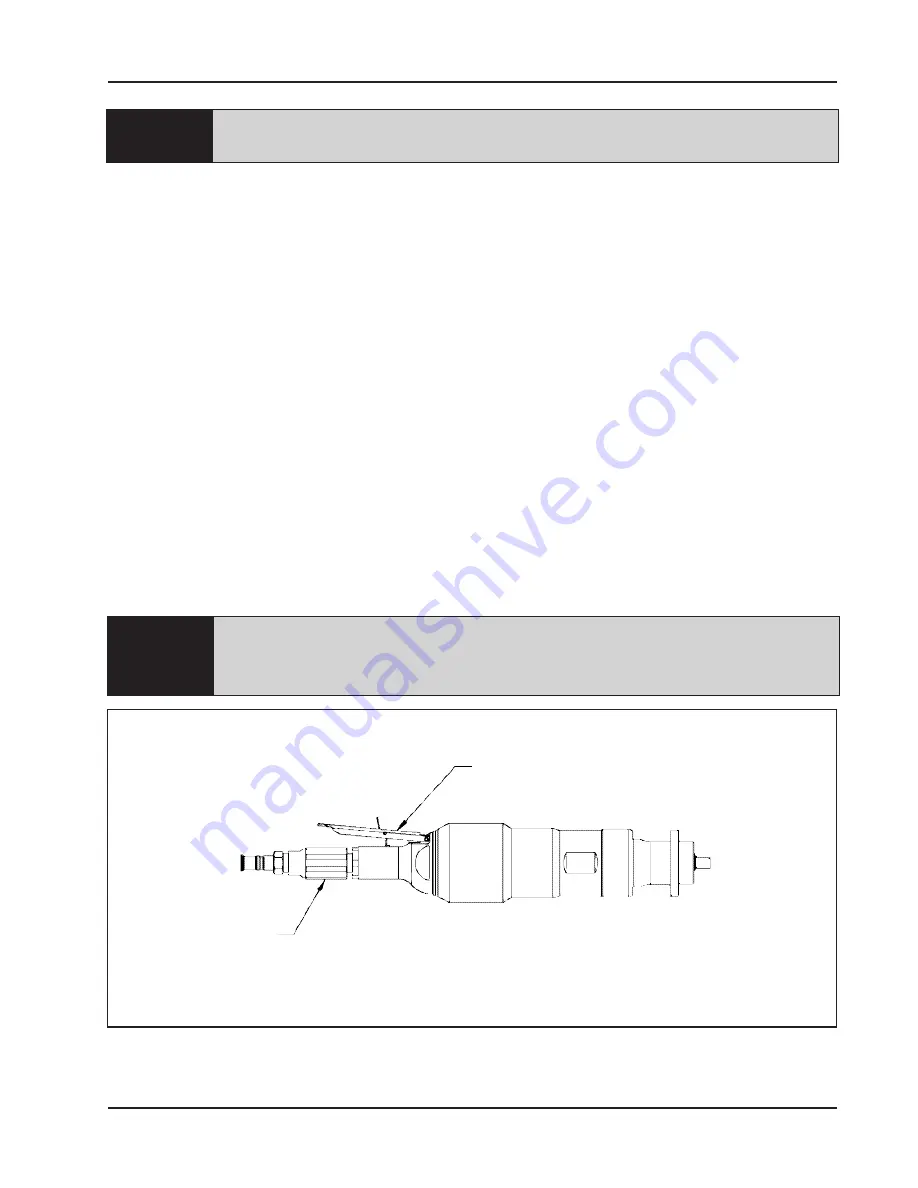
Deadman Switch
Flow
Control
Valve
Deadman
Switch
Содержание BEVELMASTER 214B
Страница 28: ...28 TRI TOOL INC 92 1500 Rev 140425 TOOL BITS Facing Model 214B Tool Bit Fac ing or Land Cutting Edge Pipe ...
Страница 30: ...30 TRI TOOL INC 92 1500 Rev 140425 Counterbore Model 214B Tool Bit Counterbore Cutting Edge Pipe ...
Страница 32: ...32 TRI TOOL INC 92 1500 Rev 140425 ID Chamfer Model 214B Tool Bit ID Chamfer Cutting Edge Pipe ...
Страница 34: ...34 TRI TOOL INC 92 1500 Rev 140425 J Bevel Model 214B Cutting Edge Tool Bit J Bevel Pipe ...
Страница 46: ...46 TRI TOOL INC 92 1500 Rev 140425 MODEL 214B BEVELMASTER P N 01 1141 ILLUSTRATED PARTS BREAKDOWN 1 2 3 4 5 ...
Страница 55: ...55 Model 214B BEVELMASTER 92 1500 Rev 140425 MOTOR ASSEMBLY ELECTRIC HD 115V 230V ...
Страница 57: ...57 Model 214B BEVELMASTER 92 1500 Rev 140425 MOTOR ASSEMBLY HYDRAULIC P N 56 0101 1 10 2 3 4 5 7 8 9 ...







































































