





























24
Setup for first use
Updating firmware settings in Simplify3D
Next to configuring the profiles, the firmware file also has to be imported. The file is send out together with the
printer profile. Follow the steps below to update the firmware settings in Simplify3D
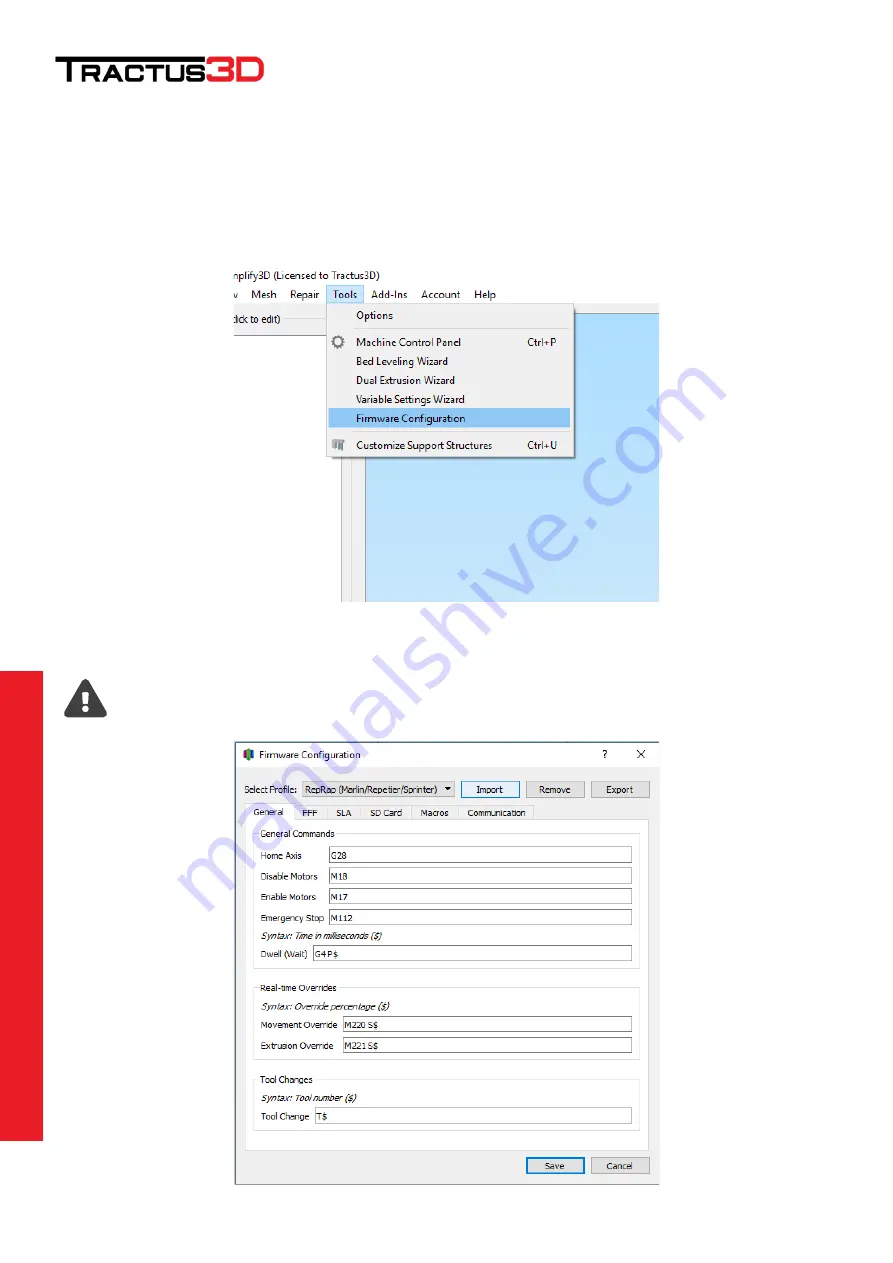
In Simplify3D go to
Tools > Firmware configuration
In this window choose Import and navigate to the location where you placed the firmware file.
Please be aware that this file has to be loaded on overy boot of Simplify3D. So best practice is to
store the file in a location that is always accessible.







































































