408-2681
3 of 5
Rev C
2. Make sure the proper retaining pins are in place
and secured with the proper retaining rings.
3. Make certain all pins, pivot points, and bearing
surfaces are protected with a THIN coat of any good
SAE 20 motor oil. DO NOT oil excessively.
4. When the tool is not in use, keep the handles
closed to prevent objects from becoming lodged in
the crimping dies and store the tool in a clean, dry
area.
5.2. Periodic Inspection
Regular inspections should be performed by quality
control personnel. A record of scheduled inspections
should remain with the tool or be supplied to personnel
responsible for the tool. Though recommendations call
for at least one inspection a month, the inspection
frequency should be based on the amount of use,
ambient working conditions, operator training and skill,
and established company standards. These
inspections should be performed in the following
sequence:
A. Visual
1. Remove all lubrication and accumulated film by
immersing the tool (handles partially closed) in a
suitable commercial degreaser that will not affect
paint or plastic material.
2. Make certain all retaining pins are in place and
secured with retaining rings. If replacements are
necessary, refer to Section 6.
3. Inspect the head assembly, with special
emphasis on checking for worn, cracked, or broken
dies. If damage to any part of the head assembly is
evident, refer to Section 6, for information on
obtaining further evaluation and repair. Examples of
possible damaged die closure surfaces are shown
in Figure 7.
Figure 7
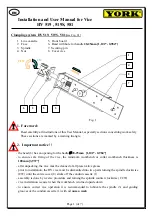
B. Handle Adjustment
The handle adjustment should be checked to ensure
that the dies are bottoming properly. The handle
adjustment feature is provided to compensate for
normal tool wear. To check handle adjustment, first
close handles until dies are bottomed, but not under
pressure. Then measure the distance between
handles as shown in Figure 8.
Adjustment is too tight if measurement exceeds
35.05 mm [1.38 in.] Proceed as follows:
1. Turn both adjustment (ADJ) screws
counterclockwise approximately one-half to three-
quarter turn.
2. Turn, but do not remove, both lock (LOCK)
screws counterclockwise.
3. Flex tool by opening and closing the handles.
4. Tighten both lock screws.
5. Close the handles until the dies are bottomed but
not under pressure. Check the measurement
between the handles and, if necessary, repeat the
adjustment procedure.
Adjustment is too loose if measurement is less than
28.7 mm [1.13 in.]. Proceed as follows:
1. Turn both lock (LOCK) screws counterclockwise
approximately one-half to three-quarter turn.
2. Turn both adjustment (ADJ) screws clockwise
approximately one-half to three-quarter turn.
Figure 8
Broken
Chipped
Pitted
Dies Bottomed
but Not Under
Pressure
Adjustment
Screws (ADJ)
Lock Screws
(LOCK)
28.7-35.1
[1.13-1.38]