







408-35195
Rev
A
2
of 8
1.
INTRODUCTION
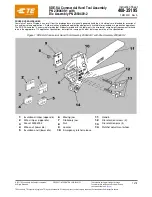
SDE-SA Commercial Hand Tool Assembly 2390409-1 for the Series 250 Positive Lock MK I Receptacle
Contacts
is the tool and die set shown in Figure 1. The tool consists of the SDE-SA Frame Assembly 9-
1478240-0 (instruction sheet
) and the die assembly listed in Figure 1. This tool is used to crimp the
terminal part numbers listed in Table 1.
Table 1: Crimping specifications
Crimp tooling
Terminal P/N
Cable
Wire insulation mm [in.]
SDE-SA tool
Die assembly
only
Wire size
mm
2
[AWG]
Number of
conductors
Diameter
Strip length
2390409-1
2390409-2
160773
0.60 [19]
1
3.30MAX [.130]
5.46-6.22 [.215-.245]
0.50 [20]
NOTE
Dimensions in this instruction sheet are in millimeters with [inches in brackets]. Figures are for reference only and are not
drawn to scale.
Read these instructions thoroughly before crimping connectors.
2.
DESCRIPTION
The tool frame features two jaws, a handle, a ratchet adjustment wheel, and an emergency ratchet release.
The die set consists of a crimper (upper die) and an anvil (lower die). The tool frame holds a die assembly with
one or more crimping chambers (see Figure 1). Die retaining pins and die retaining screws are used to secure
the dies in the tool frame.
The tool features a ratchet and an adjustment wheel with a range of settings. The ratchet ensures that the tool
has completed the cycle and does not release until the handles have been
fully
closed, unless the emergency
ratchet release is rotated to manually release the ratchet. The adjustment wheel controls the amount of handle
pressure exerted on the dies during the crimping procedure.
CAUTION
The dies bottom before the ratchet release. This feature ensures maximum tensile performance of the crimp.
Do not
re-adjust
the ratchet unless you have verified that the crimp height is incorrect (see section 7, ADJUSTING THE RATCHET).







































































