























6943100020
9
PROTEZIONE PER
SOVRACORRENTE
Se la corrente di saldatura dovesse superare i 580
Ampere interviene una protezione che abbassa
automaticamente la velocità del filo e i parametri di
saldatura.
Se ciò avviene sul display la velocità del filo verrà
visualizzata nel seguente modo :
-
Parametri di saldatura più bassi .
-
Il simbolo della velocità del filo diventa
color magenta.
-
Il valore della velocità del filo lampeggia
cambiando colore.
L’operatore deve reimpostare la velocità del filo
con valori inferiori rispetto a quelli che hanno
portato in protezione la macchina
PAW™
(PRECISION ALUMINIUM WELDING)
Nuovo processo di saldatura studiato da Stel
appositamente per la saldatura di lamiere di
alluminio sottili da 0,8mm a 2mm di spessore.
PRERISCALDO
Per spessori di lamiere di alluminio di 8mm è
consigliato un preriscaldo del materiale.
FUNZIONE
MEMORIZZAZIONE E
RICHIAMO PARAMETRI DI
SALDATURA (JOB MODE)
Funzione attiva per tutte le modalità di saldatura
Questa funzione permette di memorizzare e di
richiamare
in
qualsiasi
momento
tutte
le
impostazioni effettuate sul generatore. E’ possibile
salvare 29 parametri (impostazioni) di saldatura.
MEMORIZZAZIONE
PROGRAMMI
DI
SALDATURA
1) Premere il pulsante
JOB LIST
(rif.8) per entrare
nella schermata JOB LIST.
2) Attraverso i pulsanti ↑ (rif.9) e ↓ (rif.10) o
l’encoder
V/SET
(rif.11) scegliere la posizione dove
salvare il parametro di saldatura.
3) Per salvare il parametro premere il pulsante
SAVE
(rif.8) e tenerlo premuto per circa 3 secondi
fino a quando si sentirà il suono del buzzer.
4)
Avvenuto
il
salvataggio
tornerete
automaticamente nella schermata principale e
potrete vedere nel riquadro JOB il numero del JOB
sul quale state lavorando.
ATTENZIONE : I PARAMETRI CHE VENGONO
SALVATI DALLA POSIZIONE 1 ALLA 12 SONO
PROTETTI ; PERTANTO QUANDO VERRANNO
RICHIAMATI SARANNO BLOCCATI
PER USCIRE DAL BLOCCO DEI PARAMETRI E
DA QUALSIASI CONDIZIONE DI JOB PREMERE
IL PULSANTE
JOB LIST
(rif.9) PER ENTRARE
NELLA JOB LIST E PREMERE E TENER
PREMUTO IL PULSANTE SELECT MODE (rif.7)
PER CIRCA 5 SECONDI.
RICHIAMO PROGRAMMI DI SALDATURA
MEMORIZZATI
1) Premere il pulsante
JOB LIST
(rif.8) per entrare
nella schermata JOB LIST.
2) Attraverso i pulsanti ↑ (rif.9) ↓ (rif.10) o
l’encoder
V/SET
(rif.11) scegliere il numero del
programma da richiamare.
3) Premere il pulsante
RECALL
(rif.7) e tenerlo
premuto per circa 3 secondi fino a quando si
sentirà il suono del buzzer.
4) Avvenuto il richiamo tornerete automaticamente
nella schermata principale e potrete vedere nel
riquadro JOB il numero di JOB sul quale state
lavorando.
NOTA :
il simbolo “
*
“ ( asterisco ) indica il JOB in uso.
Il simbolo “
*
“ ( asterisco lampeggiante) indica che
si è modificato il JOB rispetto all’originale.
FUNZIONE TRIGGER JOB
Nelle prime tre posizioni della JOB LIST è possibile
attivare la funzione TRIGGER JOB.
Questa funzione permette di richiamare attraverso
una pressione veloce del pulsante torcia uno dei
primi tre parametri della JOB LIST.
I parametri per poter essere richiamati devono
avere un tempo di Pre Gas maggiore o uguale a
0,3 sec.
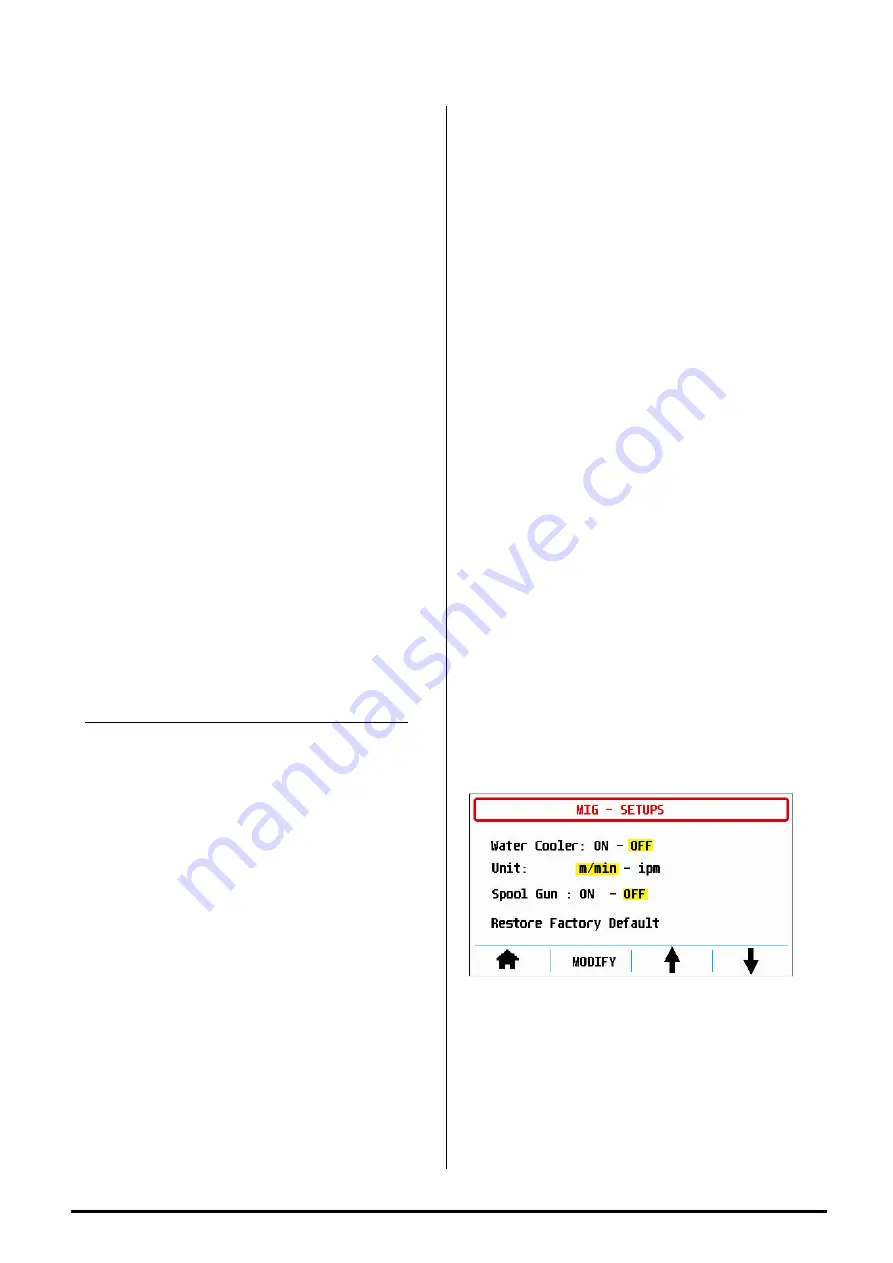
SCHERMATA MIG SETUP
GRUPPO DI RAFFREDAMENTO A LIQUIDO
C’è la possibilità di collegare un kit di
raffreddamento a liquido come optional: Le
specifiche di collegamento saranno all’interno del
kit.
Per abilitare la funzione WATER COOLER
premere il pulsante
SETUP
(rif.10) fino a portarsi
nella pagina MIG SETUP.
Содержание 601267000L
Страница 30: ...6943100020 30 WIRING DIAGRAM ...
Страница 37: ...6943100020 37 ...
Страница 38: ...6943100020 38 Info www stelgroup it tel 39 0444 639525 ...







































































