





























32
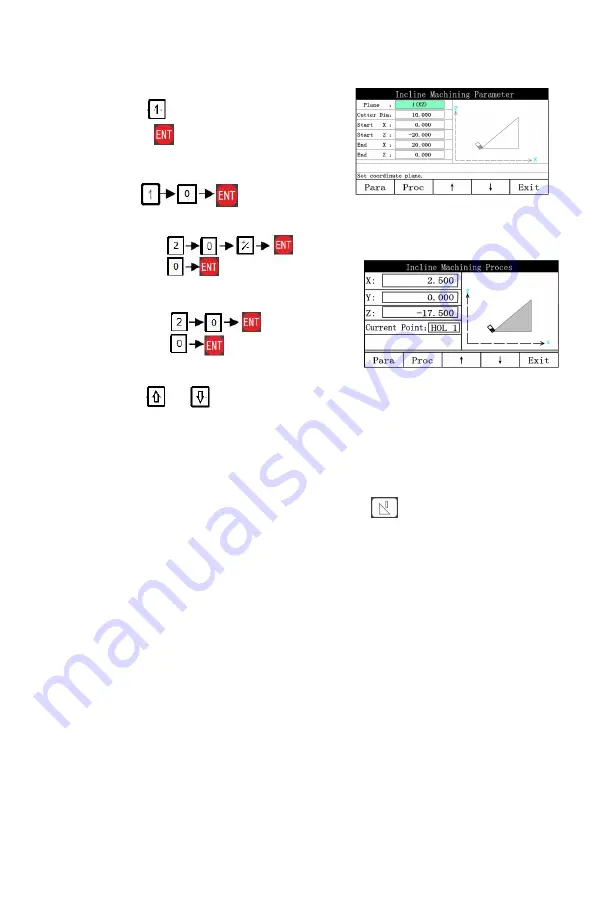
2) Select the plane to be processed.
Press
to select the XZ plane.
Press
.
3) Input the diameter of the cutting tool.
Push
4) Input the coordinates of the starting point.
Z axis
:
X axis
:
5) Input the coordinates of the end point.
X axis:
Z axis:
6) The interface of “Proc” is displayed.
Press
or
to switch over between the numbers of the processing
points.
Move the machine tool to the position where 0 is displayed in both the X
window and Y window.
Punching can be started at that point.
7)
After the processing is completed, press
to return to the normal
display status.
Содержание SDS 2-3VA
Страница 1: ...LCD DIGITAL DISPLAY SDS 2 3VA OPERATION MANUAL...
Страница 6: ...1...
Страница 53: ...V1 0 202110...