














1.0 INTRODUCTION
The CPO-350 Variable Speed Cold Saw is designed to cut solids, tubes, flats and other profiles in grades
of material that range from hot and cold rolled steel, annealed tool steels, stainless, aluminum, brass,
copper, synthetics and extrusions. Cold sawing is a process similar to a milling process. In most cases,
this, combined with the self centering vise feature and the variable speed drive, gives a finished cut that
does not require any secondary machining or de-burring. Since milling spindle speeds are used in cold
sawing, there are several things that are required to achieve quality results. The selection of the proper
pitch (number of teeth) on the blade and the proper spindle speed for the type of material being cut are
critical. Proper material clamping and a good quality coolant are also important. Cold sawing has
several advantages over band saws and abrasive saws. Besides the mill quality cut, cold saws have the
ability to generate faster cutoff times than band saws. There are no sparks and excessive noises that are
associated with abrasive cutoff saws. Cold saws also offer the advantage of blades that can be
re-sharpened until the diameter of the blade will no longer cut through the material. The self centering
vise allows for easy changeover to special clamping jaws for profiles and extrusions. Having two spindle
speeds enables the user to cut a wide range of materials. By adding the power vise and power down-feed
options, the saw can be converted to a semi-automatic machine at a very reasonable price.
2.0 SAFETY PRECAUTIONS
1. Any individual operating this machine must be qualified, responsible and well instructed. This
manual is not intended to teach untrained personnel how to operate equipment.
2. NEVER operate this machine with the guard disconnected or removed.
3. Wear eye protection, at all times, when operating or observing this machine in operation.
4. Do not wear loose fitting clothing, gloves or jewelry when operating this machine.
PAGE 4
Содержание CPO 350
Страница 1: ...CPO 350 VARIABLE SPEED COLD SAW PRINTED SEPTEMBER 2014...
Страница 7: ...PAGE 7 FIGURE 1...
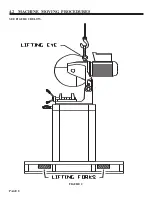
Страница 8: ...4 2 MACHINE MOVING PROCEDURES SEE FIGURE 2 BELOW PAGE 8 FIGURE 2...
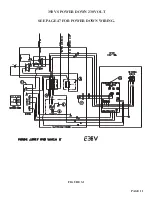
Страница 11: ...PAGE 11 350 VS POWER DOWN 230 VOLT SEE PAGE 47 FOR POWER DOWN WIRING FIGURE 3 1...
Страница 12: ...PAGE 12 350 VS MANUAL PK 230 VOLT FIGURE 3 2...
Страница 13: ...PAGE 13 350 VS POWER DOWN 460 VOLT SEE PAGE 47 FOR POWER DOWN WIRING FIGURE 3 3...
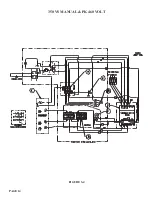
Страница 14: ...PAGE 14 350 VS MANUAL PK 460 VOLT FIGURE 3 4...
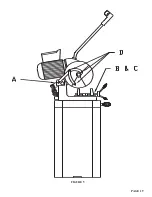
Страница 17: ...PAGE 17 FIGURE 4...
Страница 19: ...PAGE 19 FIGURE 5...
Страница 27: ...PAGE 27 FIGURE 8 FIGURE 9...
Страница 29: ...PAGE 29 FIGURE 10...
Страница 33: ...PAGE 33 FIGURE 12...
Страница 35: ...PAGE 35 FIGURE 13...
Страница 37: ...PAGE 37 FIGURE 14...
Страница 39: ...PAGE 39 FIGURE 15...
Страница 41: ...PAGE 41 FIGURE 16...
Страница 43: ...PAGE 43 FIGURE 17...
Страница 45: ...7 2F POWER DOWN FEED WIRING DIAGRAM Ser s 6425 Up PAGE 45 FIGURE 19...
Страница 46: ...7 2G PNEUMATIC SCHEMATIC POWER DOWN MACHINES PAGE 46 FIGURE 20...
Страница 47: ...THIS PAGE LEFT BLANK INTENTIONALLY PAGE 47...
Страница 49: ...PAGE 49 FIGURE 21...
Страница 51: ...PAGE 51 FIGURE 22...
Страница 55: ...PAGE 55 FIGURE 23...
Страница 59: ...PAGE 59 FIGURE 25...
Страница 61: ...PAGE 61 FIGURE 26...
Страница 63: ...PAGE 63 FIGURE 27...
Страница 65: ...PAGE 65 FIGURE 28...
Страница 67: ...PAGE 67 FIGURE 29...
Страница 69: ...PAGE 69 FIGURE 30...
Страница 71: ...PAGE 71 FIGURE 31...
Страница 73: ...PAGE 73 FIGURE 32...
Страница 75: ...PAGE 75 FIGURE 33...
Страница 77: ...PAGE 77 FIGURE 33...
Страница 79: ...PAGE 79 FIGURE 34...
Страница 81: ...PAGE 81 FIGURE 35...
Страница 83: ...PAGE 83 FIGURE 36...
Страница 85: ...PAGE 85 FIGURE 37...
Страница 87: ...PAGE 87 FIGURE 38...
Страница 89: ...PAGE 89 FIGURE 39...
Страница 91: ...PAGE 91 FIGURE 40...
Страница 93: ...PAGE 93 FIGURE 41...