
























Page 25
6.3 SELECTING THE PROPER BLADE AND CUTTING SPEED
In cold sawing, there is no such thing as a general purpose blade. To achieve the best results from your
saw, proper blade selection is important. Each saw is shipped with a pitch (number of teeth) calculator,
which will help to determine the proper blade for your application.
When sawing flat stock or rectangular solid sections, determine the thickest section that will be cut and
use the equivalent square size on the pitch calculator to determine the proper blade.
The CPO-350 Variable Speed saw is designed to use a maximum 14 inch (350mm) diameter blade. We
recommend using smaller diameter blades if your application does not require the maximum diameter.
Using smaller diameter blades reduces the surface feet per minute and smaller blades provide greater
rigidity. Smaller diameter blades available from stock for this machine are a 12-1/2 inch (315mm) and a
10-3/4 inch (275mm). For available tooth styles in stock, REFER TO SECTION 11.0.
The chart below gives the surface feet per minute for the various diameter blades.
BLADE DIAMETER
SURFACE FEET PER MINUTE
INCH
MM
RPM’S
11
35
88
176
10-3/4
275
31
99
247
500
12-1/2
315
36
114
287
572
14
350
41
128
322
646
The proper blade speed is also important. The CPO-350 Variable Speed has an RPM range from 11 to
176. The heavier the material, the lower the RPM. The lighter the material, the higher the RPM.
The HT model (60-120 RPM) is recommended primarily for thin wall tube up to 1/8 of an inch (3mm)
wall thickness and nonferrous materials. The low speed (60 RPM) should be used for tubes with wall
thicknesses of one hundred thousandths (.025mm) and thicker and for solid sections of nonferrous
materials. The High speed (120 RPM) is recommended for thin walled tubes and nonferrous tubes and
profiles. Some materials will require test cuts at both speeds to determine the best speed for the
application.
The LT model (30-60 RPM) is recommended for cutting solid sections, alloy tubes and nonferrous
materials. The Low speed (30 RPM) is recommended for solid sections of mild steel and alloy tubes. The
high speed (60 RPM) is recommended for tubes and nonferrous materials. As with the HT model, some
materials will require test cuts to determine the best speed.
Содержание CPO-275
Страница 8: ...Page 7 FIGURE 1...
Страница 10: ...Page 9 FIGURE 2...
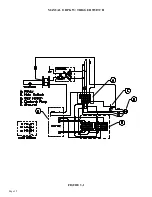
Страница 13: ...Page 12 MANUAL OR PK W TRIGGER SWITCH FIGURE 3 1...
Страница 14: ...Page 13 PKPD W EMERGENCY STOP FIGURE 3 2...
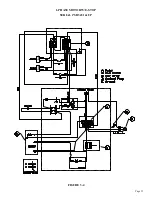
Страница 15: ...Page 14 1 PHASE MOTOR W TRIGGER SWITCH FIGURE 3 3...
Страница 16: ...Page 15 1 PHASE MOTOR W E STOP SERIAL S B3431 UP FIGURE 3 4...
Страница 22: ...Page 21 FIGURE 5A...
Страница 28: ...Page 27 FIGURE 8 FIGURE 9...
Страница 30: ...Page 29 FIGURE 10...
Страница 36: ...FIGURE 14 Page 35 C A B D...
Страница 38: ...Page 37 FIGURE 15...
Страница 40: ...Page 39 FIGURE 16...
Страница 42: ...Page 41 FIGURE 17...
Страница 44: ...Page 43 FIGURE 18...
Страница 46: ...Page 45 FIGURE 19...
Страница 48: ...Page 47 FIGURE 20...
Страница 50: ...Page 49 FIGURE 20A...
Страница 58: ...Page 57 FIGURE 23...
Страница 60: ...FIGURE 24 Page 59...
Страница 62: ...Page 61 G 078000 60 RPM 230 Volt 1 Phase T S 078001 60 RPM 230 Volt 1 Phase E S FIGURE 25...
Страница 66: ...Page 65 FIGURE 27...
Страница 68: ...Page 67 FIGURE 28...
Страница 70: ...Page 69 FIGURE 29...
Страница 74: ...Page 73 FIGURE 31...
Страница 76: ...Page 75 FIGURE 32...
Страница 78: ...Page 77 FIGURE 33...
Страница 80: ...FIGURE 34 Page 79...
Страница 82: ...Page 81 FIGURE 35...
Страница 84: ...Page 83 FIGURE 36...
Страница 86: ...Page 85 FIGURE 37...
Страница 88: ...Page 87 FIGURE 38...
Страница 90: ...Page 89 FIGURE 39...