



















_________________________________________________________________________________________
schunk.com
XND.00020.002_A – 10/2018
27
6.2
Assembly
Re-grease the thread of the spindle
and at the carriages using e.g. EP
high-performance grease, such
as LAGERMEISTER WHS 2002,
NLGI class 1-2.
Oil the running surfaces and guides of the
vice using e.g. with MOTOREX Supergliss
68 K to ISO VG 68.
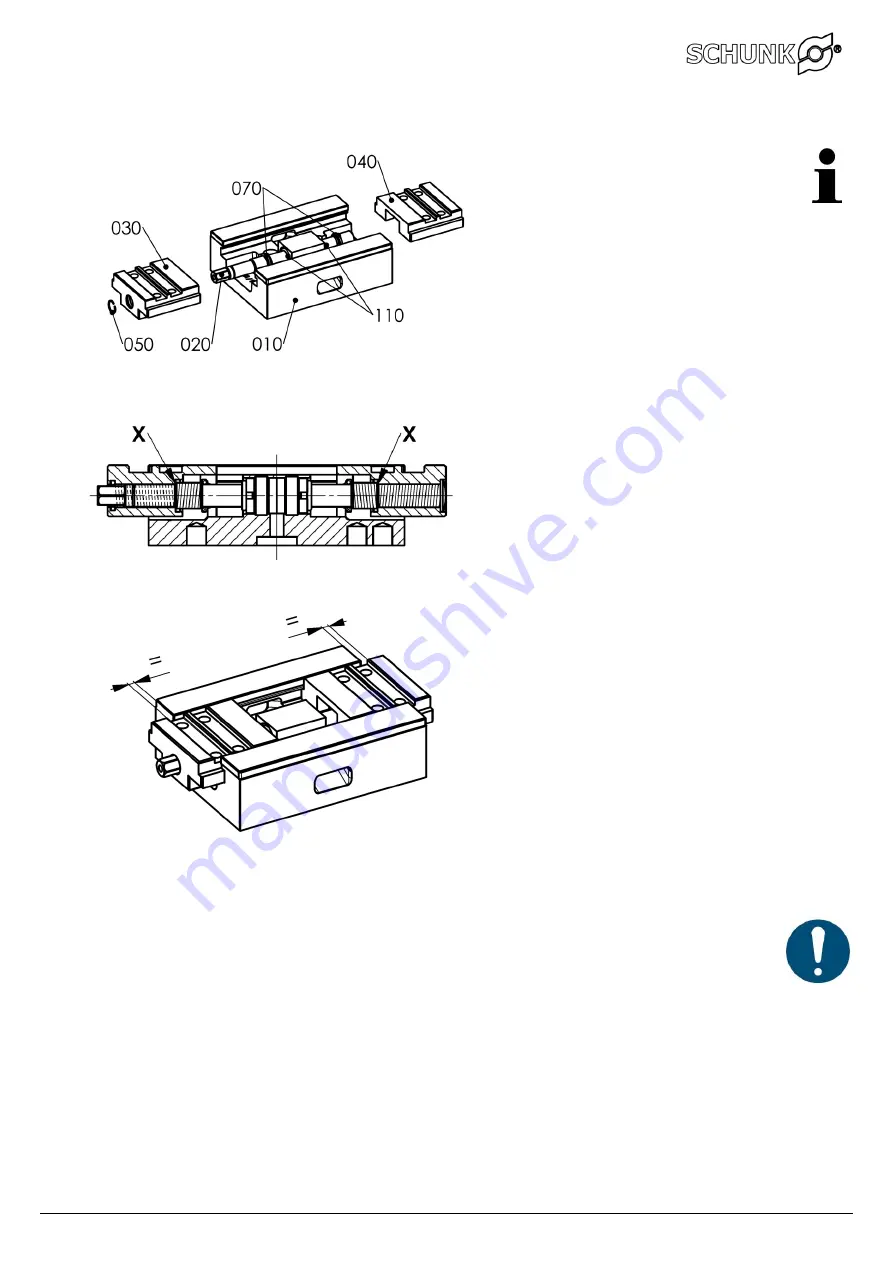
Insert both carriages (pos. 030 and pos. 040)
into the tool body (pos. 010) up
to the start of the
X
of the spindle
(pos. 020).
Insert the threads by turning the spindle
to the right and pressing on both carriage
ends at the same time.
Important:
Both carriages must come
together and engage in the threads at
the same time. This is imperative in order
to ensure the consistent central position
of the system.
Checking the central position
The gap between the carriage slot and the
end face of the tool body must be identical
on both sides. If this is not the case, remove
the carriages again and repeat the process.
Finally, fully join the carriages together
so that the inside wipers (pos. 070) are
again pressed into the carriages via the
spacer O-rings (pos. 010).
Re-insert the circlip (pos. 050) into the
groove of the spindle.
Important:
The high degree of precision of the KSC is achieved using a processing step while
it is mounted. The components of different vices must not be interchanged.
This is imperative in order to ensure the consistent central position of the system
and the fitting of the guide between the slides and tool body.







































































