

























B-5
OPERATION
proceDUre For cHanGinG Drive roll
1. Turn off the power source.
2. Release the pressure on the idle roll by swinging the
adjustable pressure arm down toward the back of the
machine, allowing the tensioner to spring open.
3. Remove the drive roll retaining hand screw by turning counter
clockwise and remove the drive roll.
4. Remove and reinstall the drive roll based on wire to be used.
NOTE: be sure that the gun liner and contact tip are also sized to
match the selected wire size.
5. Manually feed the wire from the wire reel, through the wire
guide, over the drive roll groove, and into the back of the gun
adapter and gun and cable assembly.
6. Swing the tensioner back onto the wire and reposition the
adjustable pressure arm to its original position to apply
pressure. Adjust pressure as necessary.
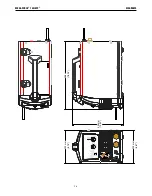
FIGURE B.5
poWer-Up seqUence
1. Check that the electrode polarity is correct for the process
being used. Refer to the quick start guide for polarity. Then
turn the power switch ON. The fans will come on and stay on
until power to the machine is removed.
2. Configure the machine for the desired process and
application. Use the Process Selection Button to select the
desired welding process (WIRE, STICK, TIG). Use the
adjustment knobs to set the parameters specified by the
Procedure Decal for your desired welding condition.
3. If you are running a WIRE process, remove the contact tip,
then feed the wire through the liner to the gun tip. Replace
the contact tip then cut the wire within approximately 3/8”
(10 mm) from the end of the contact tip.
4. If shielding gas is to be used, turn on the gas supply and set
the gas to the required flow rate as specified by the
Procedure Decal located on the door.
5. When using an Innershield electrode, the gas nozzle may be
removed and replaced with the gasless nozzle. This will
provide increased visibility and eliminate the possibility of the
gas nozzle overheating.
6. Connect the work cable to the metal to be welded. The work
clamp must make a good electrical contact with the piece
being welded. The work must also be grounded as stated in
“Arc Welding Safety Precautions.”
For additional output ratings reference the rating plate present on
the back of the machine.
The duty cycle is the “on” time (based on a 10 minute interval) the
user can weld with the machine at a specific output without
causing a thermal trip.
Example: 60% duty cycle means welding at a specified output for
6 constant minutes and needing 4 minutes of “off” time before
welding again.
If the duty cycle of the machine is exceeded, then the machine will
thermally trip and the Thermal LED will Illuminate. The machine
must cool down before welding can be performed.
Input Line Voltage Variations
High Line Voltage/Low Line Voltage – The welding machine will
operate between 90 and 140 VAC 60 Hz. If the input voltage is too
low or too high then the thermal LED will blink.
DRIVE ROLLS
Wire Diameter & Type Smooth Drive Roll
(Dual Grooves)
Drive Roll Part
Number
.025”(0.6mm) MIG wire
Use .025”(0.6mm)
Drive Roll Groove
KP2948-1
.030”(0.8mm) MIG wire
Use .035”(0.9mm)
Drive Roll Groove
.035”(0.9mm) MIG wire
.030”(0.8mm) flux-cored
.035”(0.9mm) flux-cored
is Enabled.
d
Caution:
.
Error Detected
or
for Machine to reset.
- Wait
y y
M h
u
D
.
ON
Machine is powered
ty Cycle Exceeded
Voltage Output
t
.035 Groove
.025 Groove
.025 Groove
.035 Groove
MEGA FORCE
®
140i MP
®
or an output overload has
occurred if blinking.
Содержание Mega Force 140i MP
Страница 23: ...F 4 DIAGRAMS MEGA FORCE 140i MP MM MM MM MM ...







































































