























- 99 -
Теперь сверлильный патрон можно заменить совместно вра-
щающимся упорным центром. Ввести упорный центр в центро-
вое отверстие и осторожно выполнять подачу на глубину, пока
не будет устранен любой зазор. Теперь зафиксировать пиноль
при помощи тискового винта
3
.
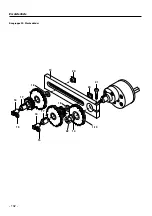
Изменение подачи
В стандартной комплектации станок PD 400 поставляется с
подачей 0,07 мм/об. Чтобы использовать более быструю подачу
(0,14 мм/об), в магазине для зубчатых колес необходимо заме-
нить зубчатое колесо оси
Z1
(поз.5, рис. 13) с 20 зубьями зубча-
тым колесом с 40 зубьями. Для этого выполните следующее:
1. Выключить станок при помощи главного выключателя
25
(рис. 1) и открыть магазин для зубчатых колес
23
.
2. Слегка ослабить винт
1
(рис. 14) и отвести кронштейн колес
2
вниз.
3. Удалить зажим
3
(рис. 13).
4. Ослабить ось
4
на 1/2 оборота четырехгранника. Зубчатое
колесо
5
с 20 зубьями заменить зубчатым колесом с 40 зубь-
ями.
Указание:
При замене зубчатых колес перед затяжкой осей между боко-
выми сторонами зуба следует вложить полоску газетной бума-
ги. Толщина бумажной полоски приблизительно соответствует
необходимому зазору между боковыми сторонами зуба.
5. Снова затянуть ось, надеть зажим, поднять кронштейн колес
и снова затянуть винт
1
(рис. 14).
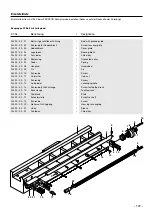
Монтаж сменных зубчатых колес для нарезания
резьбы
С помощью станка PD 400 можно выточить 19 типоразмеров
метрической резьбы (см. таблицу в магазине для зубчатых
колес и рис. 25) и дюймовые резьбы с шагом от 10 до 48. Для
настройки шагов резьбы необходимо заменить соответствую-
щие сменные зубчатые колеса. На рисунке 14 показаны смон-
тированные сменные зубчатые колеса для шага резьбы 1 мм.
В таблице в магазине для зубчатых колес указано:
w = 30, Z1 =
-/50, Z2 = 40/30, L = 60/-.
Где w – зубчатое колесо на главном
шпинделе. Зубчатое колесо зафиксировано на главном шпин-
деле резьбовой шпилькой. Z1 и Z2 – обе оси промежуточных
колес. Первое число всегда обозначает колесо на оси, обра-
щенное к нам, последнее число – заднее колесо.
Соответственно, на ось Z2 сначала насаживается заднее коле-
со с 30 зубьями и затем – переднее колесо с 40 зубьями. На ось
Z1 сначала насаживается заднее колесо с 50 зубьями и затем
– промежуточное колесо.
L
обозначает колесо на ходовом винте. Для замены этого коле-
са необходимо ослабить гайку
6
. Компенсационная шайба
7
имеет такую же ширину, как зубчатое колесо, и монтируется,
соответственно, перед или за колесом.
Нарезание резьбы токарным резцом
Указание:
Для выполнения описанных ниже работ заготовка должна быть
окончательно обработана и иметь требуемый наружный диа-
метр резьбы. Рекомендуется обточить в начале резьбы фаску
и прорезать небольшой паз на сбеге резьбы. Резьбонарезной
резец должен быть закреплен точно под углом 90°.
Внимание!
Нарезание резьбы всегда должно выполняться при минималь-
ной частоте вращения (80/мин), иначе подача будет слишком
быстрой (опасность получения травм!).
1. Установить токарный резец в исходное положение.
2. Включить сцепление ходового винта (повернуть переключа-
тель ходового винта
1
(рис. 15) вправо).
3. Включить станок.
4. С помощью поперечной каретки выполнить незначительную
подачу на глубину токарного резца.
5. Включить сцепление суппорта (рычаг
2
вниз).
6. При достижении требуемой длины резьбы отвести попереч-
ную каретку назад и выключить станок при помощи пере-
ключателя направления вращения.
7. Подождать до останова патрона. Повернуть переключатель
направления вращения влево, чтобы отвести суппорт назад.
8. Выполнить новую подачу токарного резца на глубину и
повторять процесс до тех пор, пока не будет получена тре-
буемая высота профиля резьбы.
Указание:
В течение всего процесса запрещается выключать сцепление
суппорта и ходового винта, иначе шаг резьбы смещается!
Для повышения качества резьбы используется верхняя карет-
ка суппорта. Подача резьбонарезного резца на глубину выпол-
няется, как описано выше, при помощи поперечной каретки.
Однако при этом необходимо сдвинуть верхнюю каретку суп-
порта на 0,025 мм (1 деление шкалы), соответственно, сначала
влево и затем вправо. При нарезании резьбы стружка всегда
снимается только с одной стороны. Только при достижении пол-
ной высоты профиля резьбы в заключение выполняется еще
одно полное врезание с небольшой подачей на глубину.
Нарезание левой резьбы
Для нарезания левой резьбы необходимо установить дополни-
тельную ось с промежуточным зубчатым колесом
Z
(рис. 16)
между
Z2
и колесом ходового винта
L
. Таким образом направле-
ние вращения ходового колеса изменится на противоположное.
При этом число зубьев колеса не имеет никакого значения. При
вращающемся вправо патроне суппорт перемещается слева
направо. Поэтому изготовление резьбы производится слева
направо.
Содержание PD 400
Страница 1: ...D GB F I E NL DK S CZ TR PL RUSS Manual PD 400...
Страница 100: ...100 17 1 1 18 2 3 2 4 5 3 1 19 4 2 5 2 6000 1800 88 81 71 82 PD 400 1 2 3 20 1 3 1 4 4 3 5 2 5 2 21 1 6 7 4...
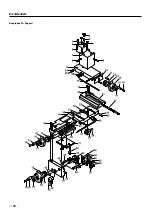
Страница 102: ...102 19 14 22 16 15 17 18 18 20 21 1 13 16 15 17 20 Ersatzteilliste Baugruppe 00 Wechselr der...
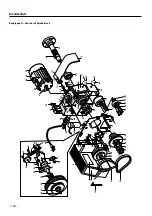
Страница 108: ...108 Ersatzteilliste Baugruppe 03 Support...
Страница 111: ...111 Notizen...
Страница 112: ...Art Nr 24 400 99 PR 704712701 5 J...


























































