

























- 97 -
Определение правильной частоты вращения
шпинделя
Решающим фактором для чистой поверхности после обточки
является, помимо прочего, выбор правильной скорости реза-
ния. При этом в случае продольной обточки речь идет об
окружной скорости заготовки. В качестве помощи для выбора
правильной скорости резания предусмотрена таблица на мага-
зине для зубчатых колес станка.
При известной скорости резания Vc и известном диаметре
заготовки D требуемую частоту вращения шпинделя n можно
вычислить по следующей формуле:
n = V
c
x 1000/ (D x 3,14)
Пример: Требуется обработать алюминиевую заготовку диамет-
ром 30 мм. Требуемая скорость резания согласно таблице
составляет 100 – 180 м/мин. Для расчета принято значение 132
м/мин.
n = 132 x 1000/ (30 x 3,14) = 1400 об/мин
Этот результат можно найти также непосредственно в таблице
на магазине для зубчатых колес.
Регулировка частоты вращения шпинделя
Частоту вращения шпинделя можно изменять путем пере-
ключения двигателя (переключатель ступеней
1
, рис. 4). При
этом частота вращения шпинделя уменьшается или увеличива-
ется в два раза. Кроме того, частоту вращения можно изменять
при помощи ременной передачи.
1. Выключить станок при помощи главного выключателя
2
и
открыть магазин для зубчатых колес
3
шестигранным торце-
вым ключом.
2. Ослабить зажимной винт
1
(рис. 5) на 1/2 оборота.
3. При помощи шестигранного торцевого ключа
2
повернуть
винт
3
влево. Тем самым снимается нагрузка с промежуточ-
ного ременного шкива.
4. Теперь заменить ремень согласно рис. 6.
5. Для натяжения ремня снова повернуть винт
3
вправо при
помощи шестигранного торцевого ключа
2
.
6. Снова удалить шестигранный торцовый ключ
2
и затянуть
зажимной винт
1
.
7. Снова закрыть магазин для зубчатых колес
3
(рис. 4).
Указание:
Иногда двигатель не включается, если переключатель ступе-
ней установлен на ступень II. В этом случае для пуска необхо-
димо установить переключатель в положение I и затем пере-
ключить его в положение II.
Выбор токарного резца
Предлагаются токарные резцы различных типов. Вот краткое
пояснение по этому пункту (см. рис. 7):
Черновые резцы (1)
используют для снятия максимально воз-
можного количества стружки за короткое время (без учета
чистовой обработки поверхности заготовки).
Чистовые резцы или узкие чистовые резцы (2)
применяют
для получения чистой поверхности.
Правые (3)
или
левые упорные проходные резцы
исполь-
зуются для продольной обточки и торцевания, а также для
растачивания острых углов в правом или левом направлении
обработки.
Отрезные резцы (4)
используются для прорезания пазов и для
отрезки заготовок.
Резцы для нарезания резьбы (5)
— для нарезания наружной
резьбы.
Расточные токарные резцы (6)
— для растачивания.
Установка токарного резца в резцедержатель
В основную комплектацию станка PD 400 входят многопози-
ционный инструментодержатель (рис. 8), состоящий из блока
резцедержателей
1
и двух резцедержателей
2
. Для получения
чистой поверхности обработки токарный резец должен нахо-
диться точно „по центру“ и длина выступающей части токарно-
го резца, закрепленного в зажиме, должна быть минимально
возможной, чтобы предотвратить вибрации.
1. Вставить токарный резец
3
в резцедержатель
2
. Плотно
затянуть оба винта
4
.
2. Вставить резцедержатель в блок резцедержателей
1
.
Отрегулировать высоту токарного резца при помощи гайки
5
и застопорить гайкой
6
. При этом необходимо отрегулиро-
вать высоту режущей кромки по упорному центру задней
бабки.
3. Зажать резцедержатель при помощи винта
7
.
Указание:
После ослабления винта
8
блок держателей можно полностью
повернуть.
Закрепление в токарном патроне
Внимание!
Необходимо учитывать прилагаемое руководство по эксплуата-
ции изготовителя патрона!
Внимание!
Если заготовки закрепляются только в токарном патроне без
контропоры, обеспечиваемой задней бабкой, выступающая
часть (рис. 9) не должна превышать трехкратный диаметр заго-
товки (длина = 3 x D).
Содержание PD 400
Страница 1: ...D GB F I E NL DK S CZ TR PL RUSS Manual PD 400...
Страница 100: ...100 17 1 1 18 2 3 2 4 5 3 1 19 4 2 5 2 6000 1800 88 81 71 82 PD 400 1 2 3 20 1 3 1 4 4 3 5 2 5 2 21 1 6 7 4...
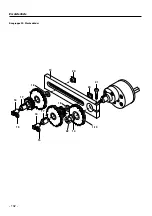
Страница 102: ...102 19 14 22 16 15 17 18 18 20 21 1 13 16 15 17 20 Ersatzteilliste Baugruppe 00 Wechselr der...
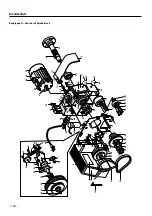
Страница 108: ...108 Ersatzteilliste Baugruppe 03 Support...
Страница 111: ...111 Notizen...
Страница 112: ...Art Nr 24 400 99 PR 704712701 5 J...

























































