





























5238-E P-57
SECTION 6 OFFSET FUNCTION
1-3.
Compensation Operation
Geometrical Cutting Error due to Tool Nose Radius
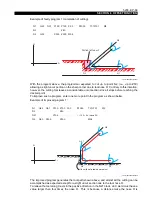
If cutting along paths A-B-C-D-E in the figure below is intended but the tool nose radius
compensation function is not activated, the shaded portions will remain uncut and cause
geometrical errors. This is because the tool setting is made to locate the imaginary cutting point P
at the datum point and trace the programmed path as controlled by NC commands. However, the
actual cutting tip point is not precisely located on that datum point because of the tool nose radius
and this produces geometrical errors.
The tool nose radius compensation function automatically compensates for the inconsistency
between the designated and actual tool paths caused by the tool nose radius (see the figure below).
LE33013R0300800030001
Nose radius
Point P
Tool Setting Point
Tool Path and Resulting Error Without Tool Nose Radius Compensation
E
D
C
B
A





















































